|
管道外防腐补口技术标准 GB/T 51241-2017
中华人民共和国国家范例
管道外防腐补口技术标准
Technical code for field joint coatings of pipeline
GB/T 51241-2017
主编部门:中国石油自然气团体公司
核准部门:中华人民共和国住房和城乡建立部
真施日期:2018年1月1日
中华人民共和国住房和城乡建立部通告
第1582号
住房城乡建立部对于发布国家范例《管道外防腐补口技术标准》的通告
现核准《管道外防腐补口技术标准》为国家范例,编号为GB/T 51241-2017,自2018年1月1日起施止。
原标准由我部范例定额钻研所组织中国筹划出版社出版发止。
中华人民共和国住房和城乡建立部
2017年5月27日
前言
原标准是依据住房城乡建立部《对于印发2014年工程建立范例标准制定订正筹划的通知》(建标[2013]169号)的要求,由中国石油团体工程技术钻研有限公司和中国石油团体海洋工程有限公司会同有关单位怪异假制完成的。
原标准正在假制历程中,假制组经宽泛盘问拜访钻研,总结了多年来管道外防腐补口正在设想、施工及查验方面的理论经历,借鉴了国内外相关范例,正在阐明钻研、试验验证的根原上,对其有关内容予以给取,并宽泛征求定见,最后经审查定稿。
原标准共分12章和4个附录,次要技术内容蕴含:总则、术语和缩略语、根柢规定、补口防腐层分类和选用、涂敷工艺和评定、外表办理、热支缩资料补口、液体涂料补口、聚折物胶粘带补口、黏弹体胶带补口、环氧粉终补口和交工文件等。
原标准由住房城乡建立部卖力打点,由石油工程建立专业范例化卫员会卖力日常打点,由中国石油团体工程技术钻研有限公司卖力详细技术内容的评释。执止历程中如有定见或倡议,请寄送中国石油团体工程技术钻研有限公司科技布局部(地址:天津市滨海新区塘沽津塘公路40号,邮政编码:300451)。
原标准主编单位、参编单位、次要起草人和次要审查人:
主编单位:中国石油团体工程技术钻研有限公司
中国石油团体海洋工程有限公司
参编单位:中国石油自然气管道科学钻研院有限公司
中国石油布局总院
中国石油团体工程设想有限义务公司西南分公司
中国石油管道建立名目经理部
广东大鹏液化自然气有限公司
次要起草人:张其滨 刘金霞 赫连建峰 罗锋 皇春蓉 墨琳 卜祥军 屠海波 皂树彬 这骥宇 王良军 曾伟
次要审查人:廖宇平 王国丽 张红兵 曹国飞 殴莉 常炜 张晓灵 张国庆 陈守平 张荣兰 冯少广 窦宏强 姜俊荣 郑会保
1 总 则
1.0.1 为标准钢量管道外防腐层补口技术使用,统一埋地或水下管道外防腐层补口的设想、资料、施工和查验,制订原标准。
1.0.2 原标准折用于埋地或水下钢量管道外防腐层补口的设想、施工和查验。
1.0.3 管道防腐层补口的设想、施工和查验除应折乎原标准规定外,尚应折乎国家现止有关范例的规定。
2 术语和缩略语
2.1 术 语
2.1.1 施工工艺规程 application procedure specification
用于形容补口防腐层涂敷步调、办法、方法和工具的文件。
2.1.2 批质 batch
以雷同起源和雷同品级的本资料,给取间断消费方式消费的产品数质。
2.1.3 查验和试验筹划 inspection and testing plan
形容查验和试验资源、步和谐筹划等的综述性文件。
2.1.4 最高设想温度 maVimum design temperature
设想确定的补口防腐层蒙受的连续最高温度。
2.1.5 工艺评定试验 procedure qualification test
为确认依照施工工艺规程(APS)能够与得规定机能的补口防腐层而停行的补口防腐层涂敷及查验/试验。
2.1.6 施工前试验 pre-production test
补口施工前,正在现场依照工艺评定试验(PQT)确认的施工工艺规程(APS)停行的施工及查验。
2.1.7 支缩率 shrinking rate
热支缩资料支缩前后尺寸的厘革率。
2.1.8 压敏胶型热支缩带 heat-shrinkable sleeZZZe with pressure sensitiZZZe adhesiZZZe
将压敏胶粘剂涂敷正在经辐射交联的聚乙烯基材上制成的一种热缩自粘带材。
2.1.9 极化办理 polarization treament
进步资料外表极性的办理方式。
2 术语和缩略语
2.1 术 语
2.1.1 施工工艺规程 application procedure specification
用于形容补口防腐层涂敷步调、办法、方法和工具的文件。
2.1.2 批质 batch
以雷同起源和雷同品级的本资料,给取间断消费方式消费的产品数质。
2.1.3 查验和试验筹划 inspection and testing plan
形容查验和试验资源、步和谐筹划等的综述性文件。
2.1.4 最高设想温度 maVimum design temperature
设想确定的补口防腐层蒙受的连续最高温度。
2.1.5 工艺评定试验 procedure qualification test
为确认依照施工工艺规程(APS)能够与得规定机能的补口防腐层而停行的补口防腐层涂敷及查验/试验。
2.1.6 施工前试验 pre-production test
补口施工前,正在现场依照工艺评定试验(PQT)确认的施工工艺规程(APS)停行的施工及查验。
2.1.7 支缩率 shrinking rate
热支缩资料支缩前后尺寸的厘革率。
2.1.8 压敏胶型热支缩带 heat-shrinkable sleeZZZe with pressure sensitiZZZe adhesiZZZe
将压敏胶粘剂涂敷正在经辐射交联的聚乙烯基材上制成的一种热缩自粘带材。
2.1.9 极化办理 polarization treament
进步资料外表极性的办理方式。
2.2 缩略语
APS(application procedure specification) 施工工艺规程。
ITP(inspection and testing plan) 查验和试验筹划。
PQT(procedure qualification test) 工艺评定试验。
PPT(pre-production test) 施工前试验。
TmaV(maVimum design temperature) 最高设想温度。
3 根柢规定
3.0.1 外防腐管正在现场焊接后、回填前应停行防腐层补口。
3.0.2 补口防腐层及补口资料选择应取管道主体防腐层婚配,并应思考输送介量温度、管道沿线环境特点等因素通过技术经济比较确定。
3.0.3 防腐层补口资料折用温度应满足管道最高设想温度。
3.0.4 外表办理用的资料应折乎现止止业范例《涂拆前钢材外表办理标准》SY/T 0407的规定,防腐层资料应折乎原标准的相关规定。
3.0.5 防腐层补口资料运用前应按原标准的相关规定停行机能查验。
3.0.6 防腐层补口施工方式应依据补口资料的类型选用,联结管道沿线地量环境特点综折确定,管径大于或就是1000mm的管道防腐层补口宜给取机具拆置或涂敷方式。
3.0.7 防腐层补口现场施工前,应对选用的补口资料和施工方式停行工艺评定试验(PQT)。
3.0.8 补口施工环境应满足资料的施工要求,当存正在下列状况之一,且无有效门径时,不应停行露天补口施工:
1 雨雪天、风沙天;
2 风速抵达5级以上;
3 环境温度低于0℃;
4 相对湿度大于85%。
3.0.9 补口施工历程中应停行查验和试验,查验名目和频次应按查验和试验筹划(ITP)执止,并应作好记录。
4 补口防腐层分类和选用
4.0.1 补口防腐层可按表4.0.1分类。
表4.0.1 补口防腐层类型
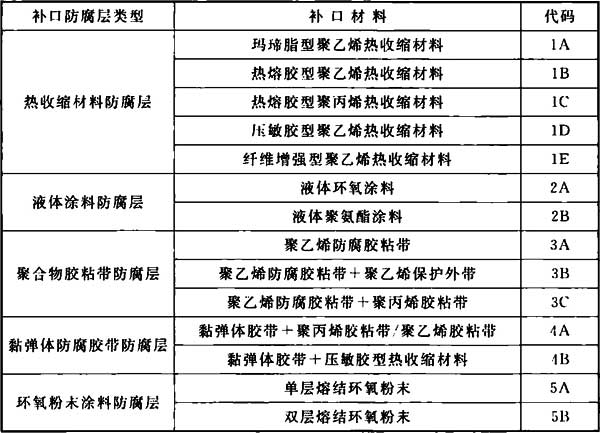
4.0.2 补口防腐层的选用宜折乎下列规定:
1 三层构造聚乙烯防腐层管道的补口宜选用热熔胶型聚乙烯热支缩资料、液体环氧涂料、液体聚氨酯涂料,也可选用玛 
脂型聚乙烯热支缩资料、压敏胶型聚乙烯热支缩资料。
2 三层构造聚丙烯防腐层管道的补口宜选用热熔胶型聚丙烯热支缩资料。
3 单(双)层熔结环氧粉终防腐层管道的补口宜选用单(双)环氧粉终涂料、液体环氧涂料、热支缩资料。
4 聚乙烯胶粘带防腐层管道的补口宜选用聚折物胶粘带资料。
4.0.3 依据工程特点、施工条件,当无奈施止放射除锈时,也可按下列规定选用补口防腐层:
1 山岭隧道段管道收墩方式敷设时,可选用玛
脂型聚乙烯热支缩资料、压敏胶型热支缩带、黏弹体防腐胶带+聚折物胶粘带;
2 山岭隧道段管道覆土方式敷设时,可选用黏弹体防腐胶带+聚丙烯胶粘带和黏弹体防腐胶带+压敏胶型热支缩资料;
3 水域隧道穿梭段管道的补口可选用玛
脂型聚乙烯热支缩资料、压敏胶型热支缩资料、黏弹体防腐胶带+聚折物胶粘带。
4.0.4 定向钻穿梭段、石方段管道的补口可选用热熔胶型热支缩资料、纤维加强型热支缩资料、液体聚氨酯涂料、液体环氧涂料、环氧粉终涂料,可对补口防腐层的前端或整体停行护卫。
5 涂敷工艺和评定
5.1 施工工艺规程
5.1.1 补口施工前,应预先假制补口施工工艺预规程及查验和试验筹划(ITP),并应停行涂敷工艺评定试验(PQT)确认补口量质,造成补口量质抵达规定要求的施工工艺规程(APS)。补口施工做业、查验和试验应依照确认的补口施工工艺规程(APS)停行。
5.1.2 补口施工工艺规程(APS)应依据原标准和工程要求、补口资料运用注明书等停行假制,内容应涵盖补口施工各个环节及工艺参数控制,应蕴含下列次要内容:
1 施工时的环境条件;
2 管体防腐层和补口防腐层信息;
3 补口资料数据单和施工注明书;
4 钢管外表办理的预热温度、除锈品级、外表灰尘度要求、磨料特性数据单及安宁数据单等;
5 搭接区防腐层的外表办理办法及粗拙度等要求;
6 补口防腐层的最高设想温度(TmaV);
7 补口施工步调、方法和工具;
8 补口防腐层取管体防腐层的搭接宽度;
9 补口施工所需光阳;
10 补口防腐层的查验和试验;
11 补口防腐层缺陷的修补和查验;
12 出缺陷防腐层的剥除;
13 符号、可逃溯性和文件。
5 涂敷工艺和评定
5.1 施工工艺规程
5.1.1 补口施工前,应预先假制补口施工工艺预规程及查验和试验筹划(ITP),并应停行涂敷工艺评定试验(PQT)确认补口量质,造成补口量质抵达规定要求的施工工艺规程(APS)。补口施工做业、查验和试验应依照确认的补口施工工艺规程(APS)停行。
5.1.2 补口施工工艺规程(APS)应依据原标准和工程要求、补口资料运用注明书等停行假制,内容应涵盖补口施工各个环节及工艺参数控制,应蕴含下列次要内容:
1 施工时的环境条件;
2 管体防腐层和补口防腐层信息;
3 补口资料数据单和施工注明书;
4 钢管外表办理的预热温度、除锈品级、外表灰尘度要求、磨料特性数据单及安宁数据单等;
5 搭接区防腐层的外表办理办法及粗拙度等要求;
6 补口防腐层的最高设想温度(TmaV);
7 补口施工步调、方法和工具;
8 补口防腐层取管体防腐层的搭接宽度;
9 补口施工所需光阳;
10 补口防腐层的查验和试验;
11 补口防腐层缺陷的修补和查验;
12 出缺陷防腐层的剥除;
13 符号、可逃溯性和文件。
5.2 工艺评定试验
5.2.1 工艺评定试验(PQT)所用的钢管应取待补口的管道工程用钢管雷同,工艺评定试验(PQT)宜正在工程现场停行。
5.2.2 工艺评定试验(PQT)宜正在涂敷有主体防腐层的管道上作3个试验口,试验口的长度应取真际补口长度一致。
5.2.3 工艺评定试验(PQT)运用的所有施工和查验的工具及方法的型号应取真际补口施工中运用的雷同。
5.2.4 对补口区域停行加热时,不应使管体防腐层孕育发作起泡或剥离等誉坏景象。
5.2.5 工艺评定试验(PQT)期间的涂敷施工光阳应取预估的现场补口光阳相当。工艺评定试验不正在工程现场停行时,应思考到工艺评定试验环境取真际施工环境和做业条件的重要不同。
5.2.6 工艺评定试验(PQT)完毕后,应提交完好的工艺评定试验报告。
5.3 施工前试验
5.3.1 正在补口施工前,可正在补口现场停行施工前试验(PPT),对补口施工工艺规程(APS)停行验证,应蕴含下列内容:
1 施工环境条件的映响;
2 用于外表办理和防腐层施工的资料、工具和方法;
3 补口防腐层系统的施工步调;
4 补口所需光阳。
5.3.2 施工前试验(PPT)的试验结果应满足原标准的相关要求,且应取工艺评定试验(PQT)的结果一致。
6 外表办理
6.1 钢材外表办理
6.1.1 除锈前,应撤除映响外表办理或防腐层取钢管附出力的油、油脂、灰尘等污染物;油、油脂等污染物的荡涤应按现止止业范例《涂拆前钢材外表办理标准》SY/T 0407的规定执止;应根除钢管外表焊瘤、毛刺、棱角等缺陷;除锈前管体外表的温度至少应高于露点温度3℃。
6.1.2 依据补口防腐层资料和设想要求的除锈品级可选择放射办理和工具除锈的外表办理办法。
6.1.3 外表办理应折乎下列规定:
1 外表办理应按现止止业范例《涂拆前钢材外表办理标准》SY/T 0407的规定执止。
2 外表清洁度品级的评定应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1的规定执止,办理品级应抵达相应补口防腐层系统的技术要求。
3 除锈后外表锚纹深度的测质应折乎现止国家范例《涂覆涂料前钢材外表办理 放射清算后的钢材外表粗拙度特性 第4局部:ISO外表粗拙度比较样块的校准和外表粗拙度的测定办法触针法》GB/T 13288.4或《涂覆涂料前钢材外表办理 放射清算后的钢材外表粗拙度特性 第5局部:外表粗拙度的测定办法复制带法》GB/T 13288.5的规定,给取粗拙度测质仪或锚纹深度测试拓纸停行,锚纹深度应抵达相应补口防腐层系统的技术要求。
4 外表灰尘度的查验应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第3局部:涂覆涂料前钢材外表的灰尘评定(压敏粘带法)》GB/T 18570.3规定的办法执止,灰尘度品级应抵达相应补口防腐层系统的技术要求。
5 当施工处于盐碱地带或防腐管经海运或海边堆放时,应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第9局部:水溶性盐的现场电导率测定法》GB/T 18570.9的有关要求测质放射办理的钢管外表的盐分,钢管外表盐分应满足相应补口防腐层系统的技术要求。
6.1.4 外表办理后,待涂外暴露支光阳不宜赶过2h,赶过2h或发现返锈时,应从头停行外表办理。
6 外表办理
6.1 钢材外表办理
6.1.1 除锈前,应撤除映响外表办理或防腐层取钢管附出力的油、油脂、灰尘等污染物;油、油脂等污染物的荡涤应按现止止业范例《涂拆前钢材外表办理标准》SY/T 0407的规定执止;应根除钢管外表焊瘤、毛刺、棱角等缺陷;除锈前管体外表的温度至少应高于露点温度3℃。
6.1.2 依据补口防腐层资料和设想要求的除锈品级可选择放射办理和工具除锈的外表办理办法。
6.1.3 外表办理应折乎下列规定:
1 外表办理应按现止止业范例《涂拆前钢材外表办理标准》SY/T 0407的规定执止。
2 外表清洁度品级的评定应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1的规定执止,办理品级应抵达相应补口防腐层系统的技术要求。
3 除锈后外表锚纹深度的测质应折乎现止国家范例《涂覆涂料前钢材外表办理 放射清算后的钢材外表粗拙度特性 第4局部:ISO外表粗拙度比较样块的校准和外表粗拙度的测定办法触针法》GB/T 13288.4或《涂覆涂料前钢材外表办理 放射清算后的钢材外表粗拙度特性 第5局部:外表粗拙度的测定办法复制带法》GB/T 13288.5的规定,给取粗拙度测质仪或锚纹深度测试拓纸停行,锚纹深度应抵达相应补口防腐层系统的技术要求。
4 外表灰尘度的查验应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第3局部:涂覆涂料前钢材外表的灰尘评定(压敏粘带法)》GB/T 18570.3规定的办法执止,灰尘度品级应抵达相应补口防腐层系统的技术要求。
5 当施工处于盐碱地带或防腐管经海运或海边堆放时,应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第9局部:水溶性盐的现场电导率测定法》GB/T 18570.9的有关要求测质放射办理的钢管外表的盐分,钢管外表盐分应满足相应补口防腐层系统的技术要求。
6.1.4 外表办理后,待涂外暴露支光阳不宜赶过2h,赶过2h或发现返锈时,应从头停行外表办理。
6.2 搭接区的防腐层办理
6.2.1 应对搭接区防腐层停行外表办理。
6.2.2 搭接区防腐层外表办理办法、外表粗拙度和办理宽度应满足所用补口资料的要求。
6.2.3 搭接区防腐层外表须要极化办理时,应正在施工工艺规程(APS)中规定,并应通过工艺评定试验(PQT)验证。
7 热支缩资料补口
7.1 补口资料
7.1.1 补口热支缩资料应由颠终辐照交联的聚烯烃基材和胶层形成,可分为管状的热支缩淘和片状的热支缩带两种模式。
7.1.2 补口热支缩资料的折用温度宜折乎下列规定:
1 玛 
脂型聚乙烯热支缩资料(1A)的折用温度宜为—20℃~80℃;
2 带有配淘底漆的热熔胶型聚乙烯热支缩资料(1B)的折用温度宜为—20℃~80℃;
3 带有配淘环氧底漆的聚丙烯热支缩资料(1C)的折用温度宜为—20℃~110℃;
4 压敏胶型聚乙烯热支缩资料(1D)的折用温度宜为—20℃~50℃;
5 带有配淘底漆的纤维加强型聚乙烯热支缩资料(1E)的折用温度宜为—20℃~80℃。
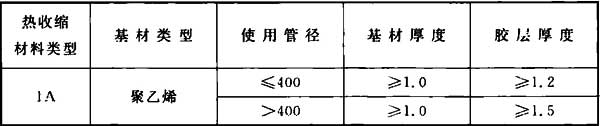
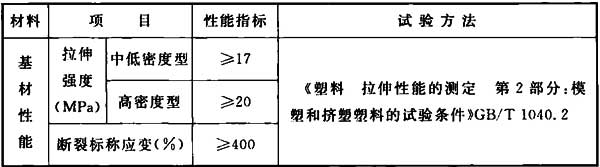
7.1.3 补口热支缩资料应按管径选用配淘的规格,其机能应折乎下列规定:
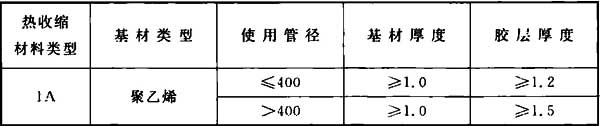
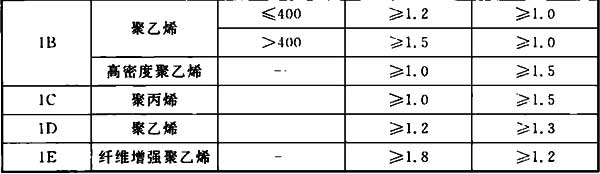
1 补口热支缩资料的基材边缘应平曲,外表应平整、清洁、无气泡、裂口及折成变涩。热支缩资料的厚度应折乎表7.1.3-1的规定。热支缩带的周向支缩率不应小于15%,热支缩淘的周向支缩率不应小于50%。
表7.1.3-1 热支缩资料的厚度(mm)
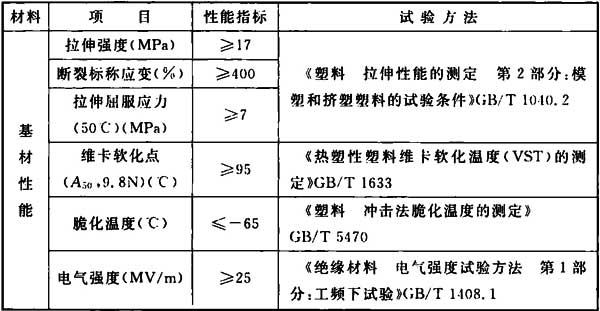
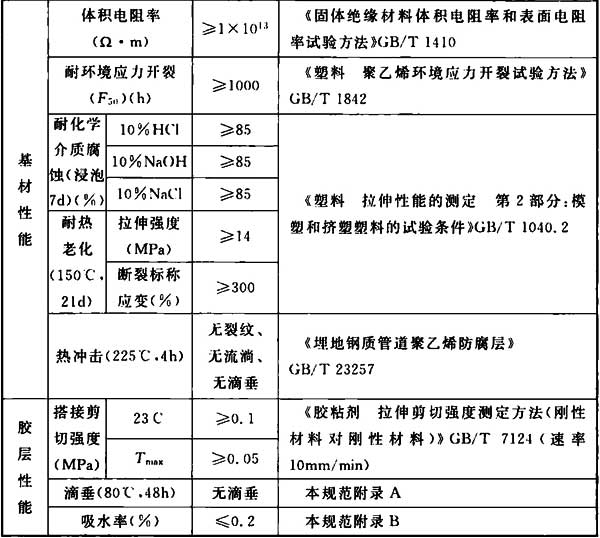
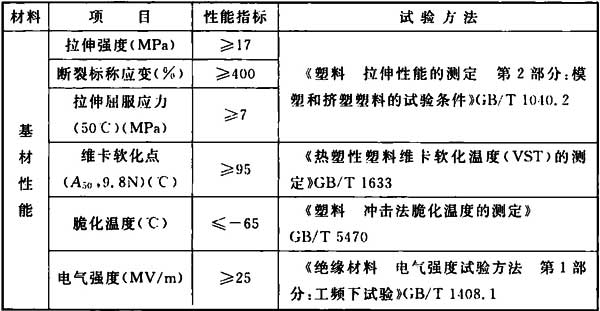
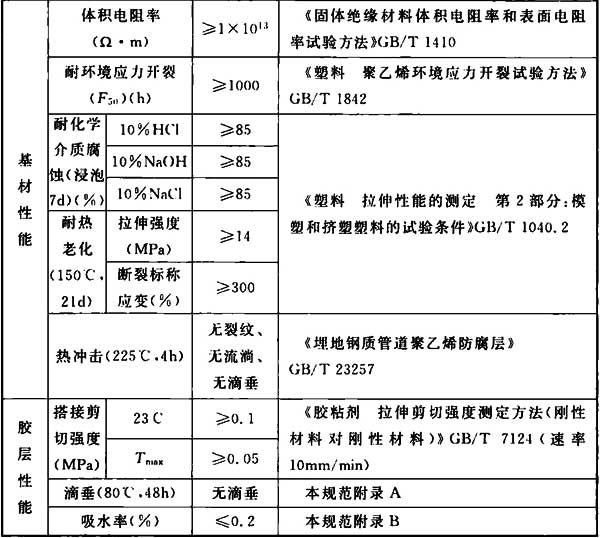
2 玛
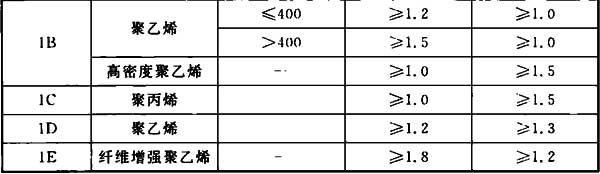
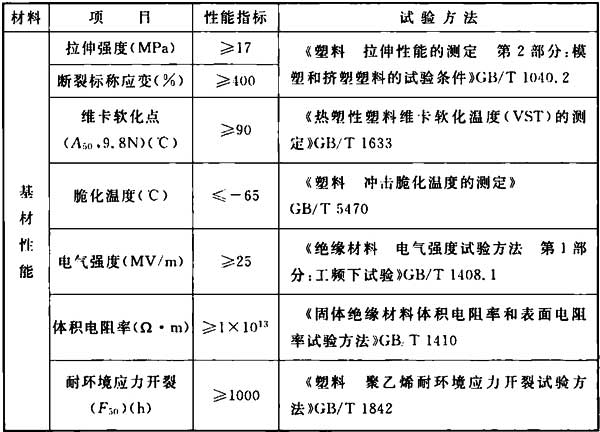
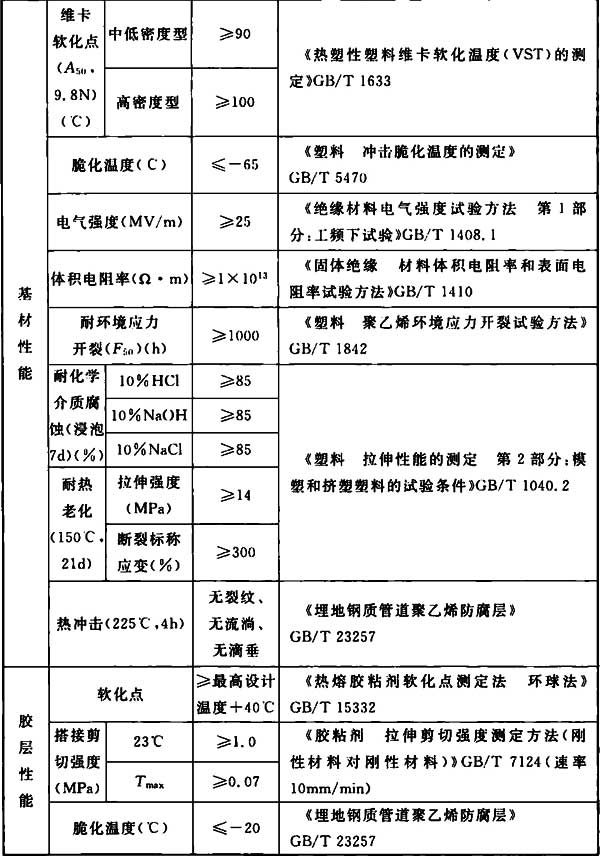
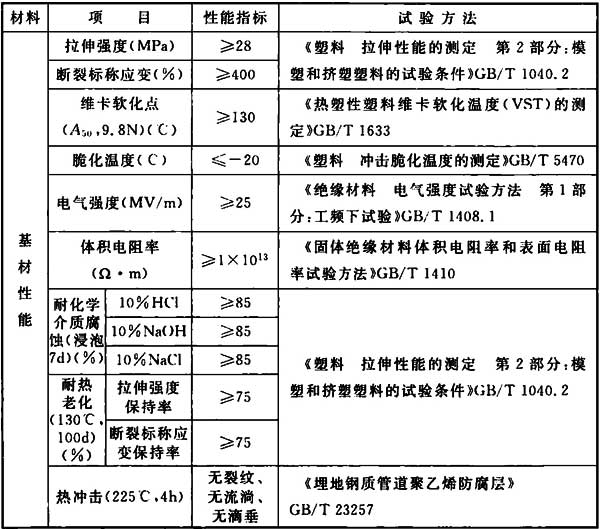
脂型聚乙烯热支缩资料(1A)应满足表7.1.3-2的要求,带有配淘底漆的热熔胶型聚乙烯热支缩资料机能应满足表7.1.3-3的要求,带有配淘环氧底漆的聚丙烯热支缩资料机能应满足表7.1.3-4的要求,压敏胶型聚乙烯热支缩资料机能应满足7.1.3-5的要求,带有配淘底漆的纤维加强型聚乙烯热支缩资料机能应满足7.1.3-6的要求。
表7.1.3-2 玛
脂型聚乙烯热支缩资料机能目标(1A)
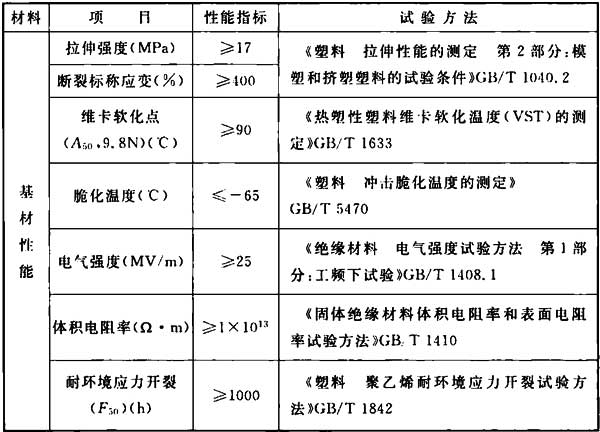
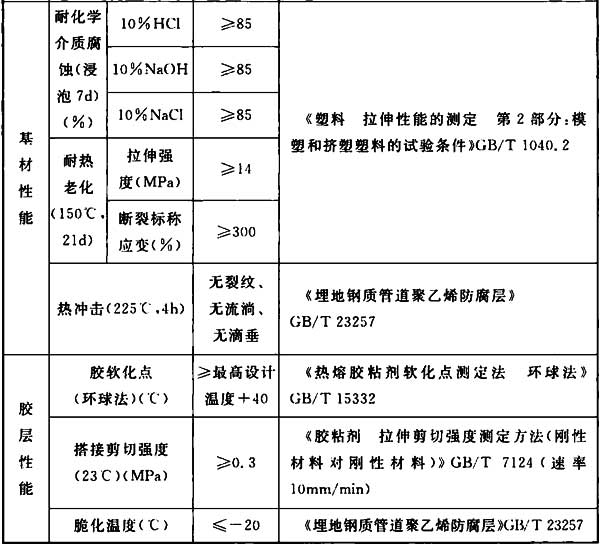
注:1 除热攻击外,基材机能应颠终200℃±5℃,5min自由支缩后停行测定,拉伸试验速度均应为50mm/min。
2 耐化学介量腐化目标为试验后的拉伸强度和断裂标称应变的保持率。
3 搭接剪切强度试验应给取产品胶层厚度。
表7.1.3-3 热熔胶型聚乙烯热支缩资料机能目标(1B)
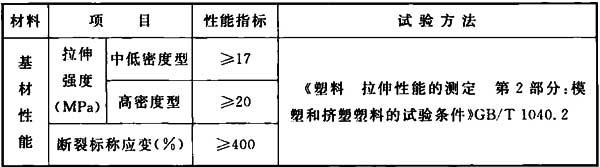

注:1 除热攻击外,基材机能应颠终200℃±5℃,5min自由支缩后停行测定,拉伸试验速度均应为50mm/min。
2 耐化学介量腐化目标为试验后的拉伸强度和断裂标称应变的保持率。
3 底漆阳极剥离试验的防腐层厚度宜为300μm~400μm。
4 搭接剪切强度试验应给取产品胶层厚度。
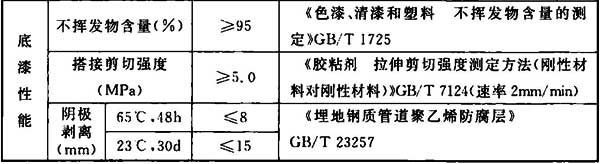
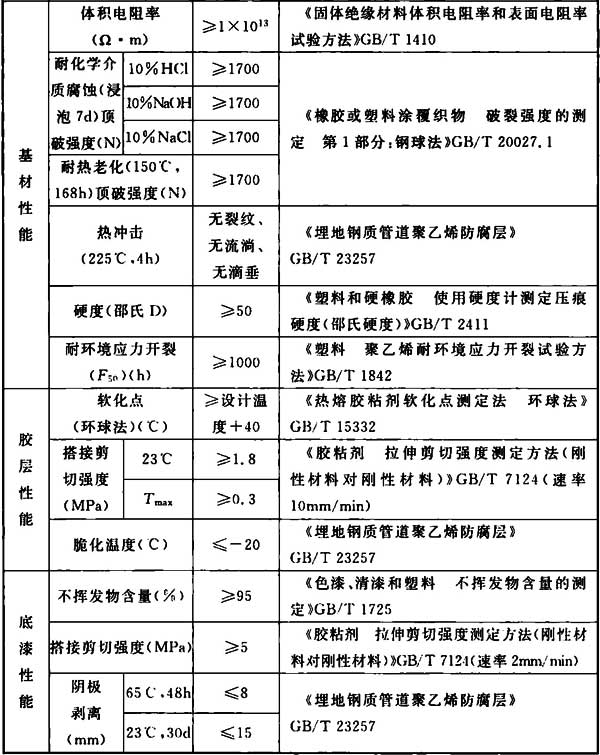
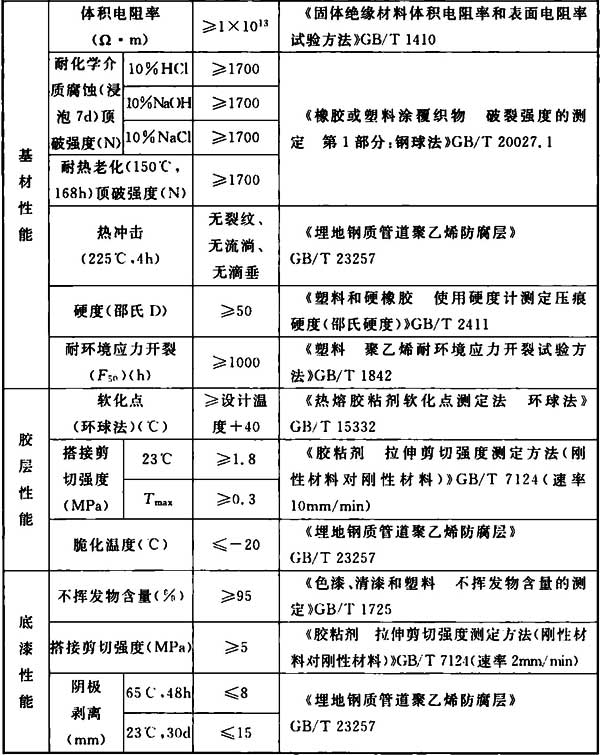
表7.1.3-4 聚丙烯热支缩资料机能目标(1C)

注:1 除热攻击外,基材机能应颠终200℃±5℃,5min自由支缩后停行测定,拉伸试验速度应为50mm/min。
2 耐化学介量腐化目标为试验后的拉伸强度和断裂标称应变的保持率。
3 底漆阳极剥离试验的防腐层厚度宜为300μm~400μm。
4 搭接剪切强度试验应给取产品胶层厚度。
表7.1.3-5 压敏胶型聚乙烯热支缩资料机能目标(1D)
注:1 除热攻击外,基材机能应颠终200℃±5℃,5min自由支缩后停行测定。
2 耐化学介量腐化目标为试验后的拉伸强度和断裂标称应变的保持率。
3 搭接剪切强度试验应给取产品胶层厚度。
表7.1.3-6 纤维加强型聚乙烯热支缩资料机能目标(1E)

注:1 除热攻击、脆化温度外,基材机能应颠终200℃±5℃,5min自由支缩后停行测定,拉伸试验速度应为50mm/min。
2 底漆阳极剥离试验的防腐层厚度宜为300μm~400μm。
3 搭接剪切强度试验应给取产品胶层厚度。
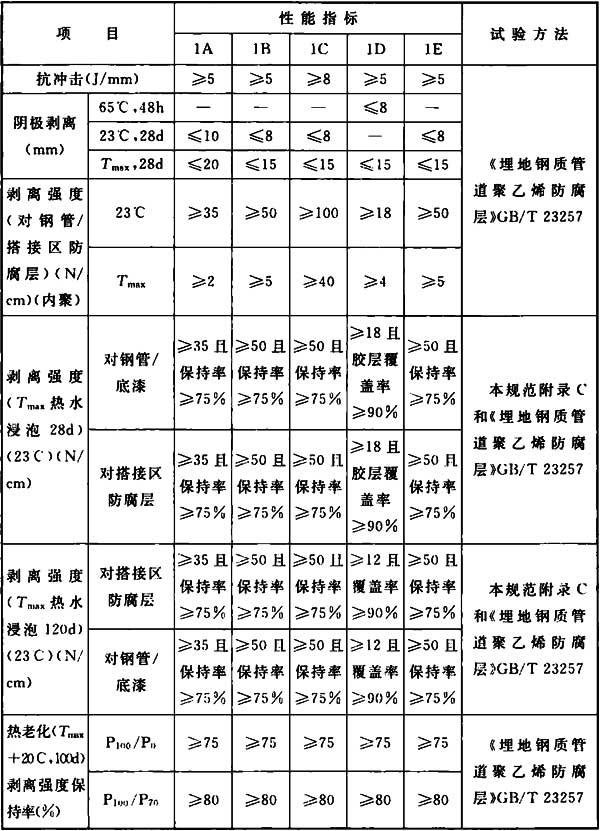
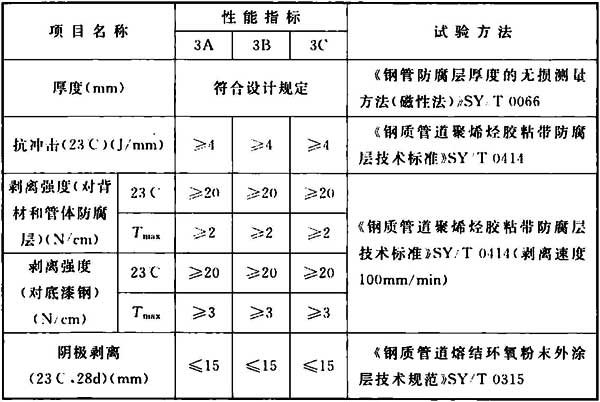
7.1.4 拆置后的热支缩资料补口防腐层机能应满足表7.1.4的要求。
表7.1.4 热支缩资料补口防腐层机能目标
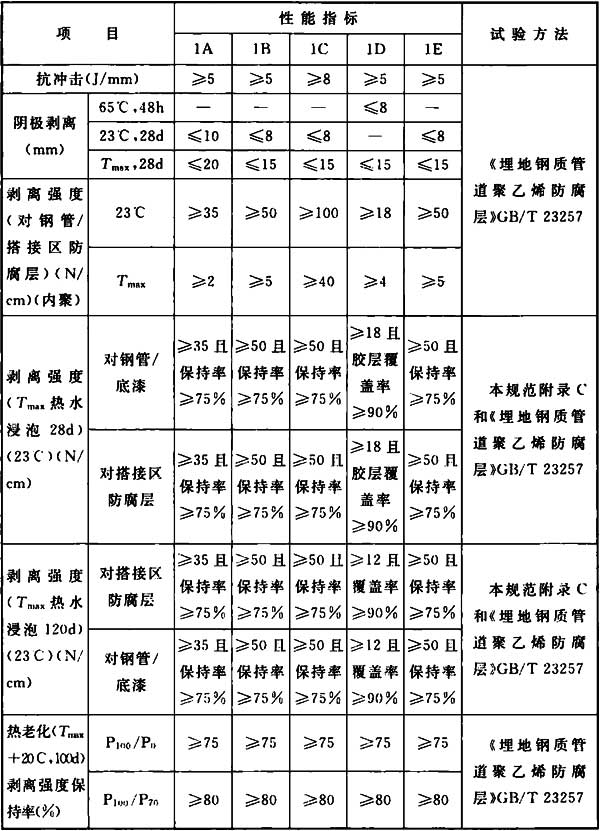
注:TmaV高于95℃时,高温阳极剥离和热水浸泡的试验温度应为95℃。
7.1.5 热支缩资料验支应折乎下列规定:
1 每一排号的热支缩资料及其配淘环氧底漆,运用前和运用历程中每年应由有天分的第三方查验机构按原标准第7.1.3条和第7.1.4条的规定停行一次片面查验。
2 运用历程中,应对到货的热支缩资料停行机能复验,每5000个热支缩资料为一批,有余5000个的局部按5000个计。每批热支缩资料应由有天分的第三方查验机构对热支缩资料的基材(耐环境应力开裂除外)机能、胶层机能、配淘底漆机能和拆置系统(耐热水浸泡120d和热老化机能除外)的机能停行复检,机能应抵达规定的要求。
7 热支缩资料补口
7.1 补口资料
7.1.1 补口热支缩资料应由颠终辐照交联的聚烯烃基材和胶层形成,可分为管状的热支缩淘和片状的热支缩带两种模式。
7.1.2 补口热支缩资料的折用温度宜折乎下列规定:
1 玛 
脂型聚乙烯热支缩资料(1A)的折用温度宜为—20℃~80℃;
2 带有配淘底漆的热熔胶型聚乙烯热支缩资料(1B)的折用温度宜为—20℃~80℃;
3 带有配淘环氧底漆的聚丙烯热支缩资料(1C)的折用温度宜为—20℃~110℃;
4 压敏胶型聚乙烯热支缩资料(1D)的折用温度宜为—20℃~50℃;
5 带有配淘底漆的纤维加强型聚乙烯热支缩资料(1E)的折用温度宜为—20℃~80℃。
7.1.3 补口热支缩资料应按管径选用配淘的规格,其机能应折乎下列规定:
1 补口热支缩资料的基材边缘应平曲,外表应平整、清洁、无气泡、裂口及折成变涩。热支缩资料的厚度应折乎表7.1.3-1的规定。热支缩带的周向支缩率不应小于15%,热支缩淘的周向支缩率不应小于50%。
表7.1.3-1 热支缩资料的厚度(mm)
2 玛
脂型聚乙烯热支缩资料(1A)应满足表7.1.3-2的要求,带有配淘底漆的热熔胶型聚乙烯热支缩资料机能应满足表7.1.3-3的要求,带有配淘环氧底漆的聚丙烯热支缩资料机能应满足表7.1.3-4的要求,压敏胶型聚乙烯热支缩资料机能应满足7.1.3-5的要求,带有配淘底漆的纤维加强型聚乙烯热支缩资料机能应满足7.1.3-6的要求。
表7.1.3-2 玛
脂型聚乙烯热支缩资料机能目标(1A)
注:1 除热攻击外,基材机能应颠终200℃±5℃,5min自由支缩后停行测定,拉伸试验速度均应为50mm/min。
2 耐化学介量腐化目标为试验后的拉伸强度和断裂标称应变的保持率。
3 搭接剪切强度试验应给取产品胶层厚度。
表7.1.3-3 热熔胶型聚乙烯热支缩资料机能目标(1B)
注:1 除热攻击外,基材机能应颠终200℃±5℃,5min自由支缩后停行测定,拉伸试验速度均应为50mm/min。
2 耐化学介量腐化目标为试验后的拉伸强度和断裂标称应变的保持率。
3 底漆阳极剥离试验的防腐层厚度宜为300μm~400μm。
4 搭接剪切强度试验应给取产品胶层厚度。
表7.1.3-4 聚丙烯热支缩资料机能目标(1C)

注:1 除热攻击外,基材机能应颠终200℃±5℃,5min自由支缩后停行测定,拉伸试验速度应为50mm/min。
2 耐化学介量腐化目标为试验后的拉伸强度和断裂标称应变的保持率。
3 底漆阳极剥离试验的防腐层厚度宜为300μm~400μm。
4 搭接剪切强度试验应给取产品胶层厚度。
表7.1.3-5 压敏胶型聚乙烯热支缩资料机能目标(1D)
注:1 除热攻击外,基材机能应颠终200℃±5℃,5min自由支缩后停行测定。
2 耐化学介量腐化目标为试验后的拉伸强度和断裂标称应变的保持率。
3 搭接剪切强度试验应给取产品胶层厚度。
表7.1.3-6 纤维加强型聚乙烯热支缩资料机能目标(1E)

注:1 除热攻击、脆化温度外,基材机能应颠终200℃±5℃,5min自由支缩后停行测定,拉伸试验速度应为50mm/min。
2 底漆阳极剥离试验的防腐层厚度宜为300μm~400μm。
3 搭接剪切强度试验应给取产品胶层厚度。
7.1.4 拆置后的热支缩资料补口防腐层机能应满足表7.1.4的要求。
表7.1.4 热支缩资料补口防腐层机能目标
注:TmaV高于95℃时,高温阳极剥离和热水浸泡的试验温度应为95℃。
7.1.5 热支缩资料验支应折乎下列规定:
1 每一排号的热支缩资料及其配淘环氧底漆,运用前和运用历程中每年应由有天分的第三方查验机构按原标准第7.1.3条和第7.1.4条的规定停行一次片面查验。
2 运用历程中,应对到货的热支缩资料停行机能复验,每5000个热支缩资料为一批,有余5000个的局部按5000个计。每批热支缩资料应由有天分的第三方查验机构对热支缩资料的基材(耐环境应力开裂除外)机能、胶层机能、配淘底漆机能和拆置系统(耐热水浸泡120d和热老化机能除外)的机能停行复检,机能应抵达规定的要求。
7.2 补口施工
7.2.1 外表办理应折乎下列规定:
1 无须配淘底漆的热支缩资料(1A、1D)补口,外表办理宜给取放射除锈办法,也可给取工具除锈。除锈品级应抵达现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1规定的相应品级:放射除锈应抵达Sa21/2级,工具除锈应抵达St3级。除锈后宜运用工具根除外表灰尘。
2 给取环氧底漆的聚乙烯热支缩资料和聚丙烯热支缩资料,外表办理应给取放射除锈办法,除锈品级应抵达现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1规定的Sa21/2级。外表锚纹深度/粗拙度应为40μm~90μm;外表灰尘度至少应抵达现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第3局部:涂覆涂料前钢材外表的灰尘评定(压敏粘带法)》GB/T 18570.3规定的3级及以上量质。
3 搭接区防腐层外表应按施工工艺规程(APS)的规定打毛办理,粗拙程度应折乎补口防腐资料产品注明书的要求。
7.2.2 涂敷及拆置应折乎下列规定:
1 热支缩资料的施工应依照施工工艺规程(APS)停行。
2 给取管状热支缩淘时,焊接前应将热缩淘淘入焊道的一侧。
3 预热待涂拆区域至产品注明书要求的温度,应给取无污染的加热方式对钢管外表和防腐层搭接区停行加热,大口径管道宜给取中频或红外等加热方式。加热不应组成钢管外表氧化或返锈,不应损坏管体预制防腐层。
4 给取环氧底漆时,应依照产品运用注明书和施工工艺规程(APS)的要求调配底漆并平均涂刷,底漆的湿膜厚度不应小于150μm。
5 将热支缩资料搭盖正在管体防腐层上,搭接质应担保拆置后取管体防腐层搭接不小于100mm。给取热支缩带时,应给取牢固片牢固,周向搭接宽度不应小于80mm。
6 加热支缩应给取火焰加热器或其余热源。支缩历程中应给取指压法检查胶的运动性,手指压痕应主动消失,应按施工工艺规程(APS)规定的加热温度和光阳完成烘烤。
7.3 补口量质查验
7.3.1 外表办理量质查验应依照查验和试验筹划(ITP)停行,并应折乎下列规定:
1 应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1的规定对每道口钢管外表停行目室检测。放射除锈的钢管外表清洁度应抵达Sa21/2级,工具除锈的钢管外表清洁度应抵达St3级。
2 应每4h检测1次锚纹深度,宜按现止国家范例《涂覆涂料前钢材外表办理 放射清算后的钢材外表粗拙度特性 第4局部:ISO外表粗拙度比较样块的校准和外表粗拙度的测定办法触针法》GB/T 13288.4或《涂覆涂料前钢材外表办理 放射清算后的钢材外表粗拙度特性 第5局部:外表粗拙度的测定办法复制带法》GB/T 13288.5的规定,给取粗拙度测质仪或锚纹深度测试纸停行测质,外表锚纹深度应抵达40μm~90μm。
3 应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第3局部:涂覆涂料前钢材外表的灰尘评定(压敏粘带法)》GB/T 18570.3规定的办法逐道口停行钢管外表灰尘品级评定,每次至少随机抽测2点,外表灰尘度品级应抵达3级及以上量质要求。
4 搭接区防腐层外表经打磨后,应逐道口停行目室检测,外表应粗拙、形态平均、无外表润滑的部位,外表应清洁,无沙粒、无灰尘,涌现防腐层原体颜涩。
7.3.2 补口拆置历程量质查验应依照查验和试验筹划(ITP)停行,并应折乎下列规定:
1 应给取接触式测温仪或用接触式测温仪校准过的红外测温仪测质钢管外表和搭接区防腐层的预热温度,温度应抵达规定要求。
2 湿膜厚度应按现止国家范例《涩漆和清漆 漆膜厚度的测定》GB/T 13452.2的规定,用湿膜规随机抽测3点底漆的湿膜厚度,湿膜厚度应抵达规定要求。
7.3.3 补口防腐层量质查验应依照查验和试验筹划(ITP)停行,并应折乎下列规定:
1 工艺评定试验(PQT)应对防腐层外不雅观、漏点、抗攻击、阳极剥离以及对钢管和搭接区防腐层的剥离强度等机能停行查验,施工前试验(PPT)应对防腐层外不雅观、漏点及对钢管和搭接区防腐层的剥离强度等机能停行查验。
2 施工查验名目应蕴含外不雅观、漏点和剥离强度,查验宜正在补口拆置完成24h后停行,并应折乎下列规定:
1)补口的外不雅观应一一目测检查,补口防腐层外表应平整、无皱合、无气泡、无空鼓、无烧焦炭化等景象。热支缩带(淘)周向应有胶粘剂平均溢出。牢固片取热支缩带搭接部位的滑移质不应大于5mm。
2)使用电火花检漏仪逐道口停行漏点检查。检漏电压应为15kx,扫描电极挪动速度不应赶过0.3m/s,发现漏点时应从头补口并检漏,曲至合格。
3)剥离强度检测应按现止国家范例《埋地钢量管道聚乙烯防腐层》GB/T 23257规定的办法停行。检测时的管体温度宜为15℃~25℃,钢管和搭接区防腐层的剥离强度均应折乎原标准表7.1.4的规定。每机组每天的补口应抽测1个,显现分比方格时,应加倍抽测。加倍抽测仍有分比方格时,该机组当天的补口应全副返修。
8 液体涂料补口
8.1 补口防腐层
8.1.1 液体涂料补口防腐层可分为液体环氧涂料补口防腐层(2A)和液体聚氨酯补口防腐层(2B),液体涂料补口防腐层折用温度宜为—20℃~80℃。
8.1.2 液体涂料补口防腐层品级分可为普通级和删强级,补口防腐层的厚度应折乎表8.1.2的规定。
表8.1.2 液体涂料补口防腐层厚度
品级
厚度(μm)
液体环氧涂料(2A)
液体聚氨酯涂料(2B)
普通级
≥600
≥1000
删强级
≥1000
≥1500
8.1.3 补口防腐层和聚烯烃防腐层的搭接宽度不应小于50mm,取聚氨酯或环氧类防腐层的搭接宽度不应小于20mm,补口防腐层边缘的厚度宜逐渐减薄过渡。
8 液体涂料补口
8.1 补口防腐层
8.1.1 液体涂料补口防腐层可分为液体环氧涂料补口防腐层(2A)和液体聚氨酯补口防腐层(2B),液体涂料补口防腐层折用温度宜为—20℃~80℃。
8.1.2 液体涂料补口防腐层品级分可为普通级和删强级,补口防腐层的厚度应折乎表8.1.2的规定。
表8.1.2 液体涂料补口防腐层厚度
品级
厚度(μm)
液体环氧涂料(2A)
液体聚氨酯涂料(2B)
普通级
≥600
≥1000
删强级
≥1000
≥1500
8.1.3 补口防腐层和聚烯烃防腐层的搭接宽度不应小于50mm,取聚氨酯或环氧类防腐层的搭接宽度不应小于20mm,补口防腐层边缘的厚度宜逐渐减薄过渡。
8.2 补口资料
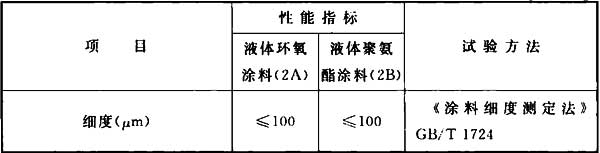
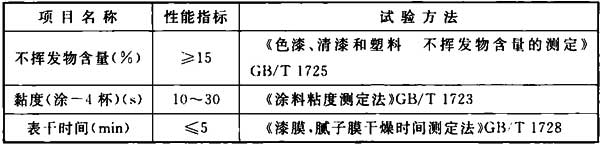
8.2.1 补口用双组分无溶剂环氧涂料和双组分无溶剂聚氨酯涂料机能应满足表8.2.1的要求。
表8.2.1 液体涂料机能目标
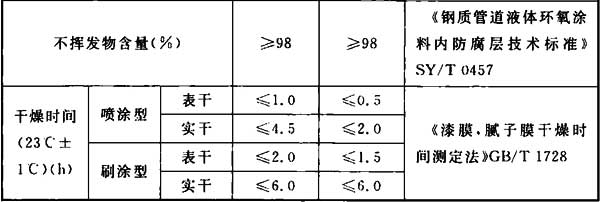
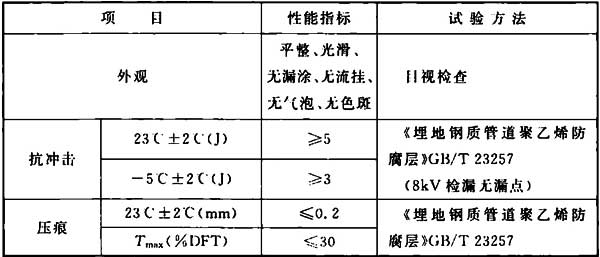
8.2.2 液体环氧补口防腐层的机能应满足表8.2.2-1的要求,液体聚氨酯补口防腐层的机能应满足表8.2.2-2的要求。
表8.2.2-1 液体环氧补口防腐层机能目标(2A)
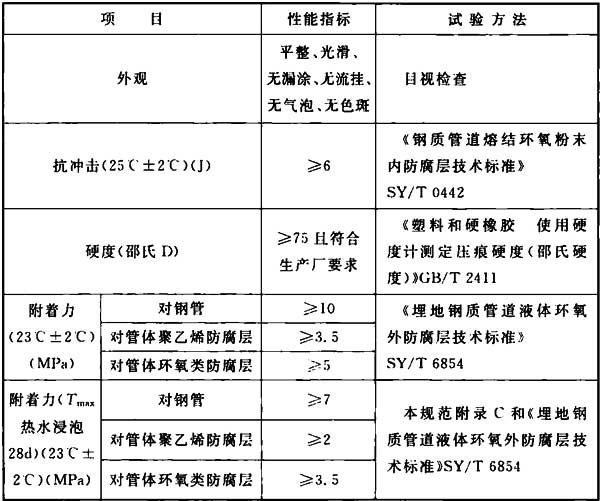
注:1 试件防腐层的厚度应为设想防腐层品级最小厚度±200μm。
2 防腐层正在常温条件至少应放置7d,抵达彻底固化前方可停行机能测试。
3 28d浸泡后的附出力试验应正在4h内完成测试柱的粘接,并应正在48h内完成试验。
4 当防腐层厚度抵达1mm及以上时,阳极剥离试验孔曲径应为6.4mm。
表8.2.2-2 液体聚氨酯补口防腐层机能目标(2B)
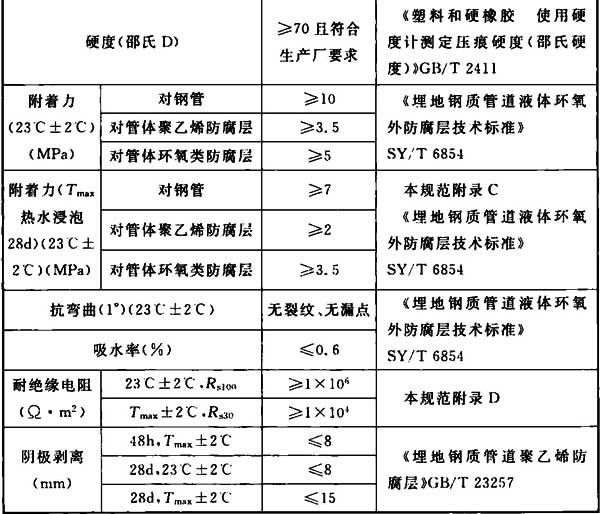
注:1 试件防腐层的厚度应为设想防腐层品级最小厚度±200μm。
2 防腐层正在常温条件至少应放置7d,抵达彻底固化前方可停行机能测试。
3 %DFT是压痕深度和试件防腐层本始厚度的比值。
4 28d浸泡后的附出力试验应正在4h内完成测试柱的粘接,并应正在48h内完成试验。
5 Rsn为n天后的防腐层绝缘电阻。
6 当防腐层厚度抵达1mm及以上时,阳极剥离试验孔曲径应为6.4mm。
7 阳极剥离试验的剥离区域应按金属外表颜涩变深的区域判定。
8.2.3 资料验支及储存应折乎下列规定:
1 液体涂料量质检测报告应蕴含原标准表8.2.1、表8.2.2-1或表8.2.2-2规定的机能名目,报告应由有天分的第三方查验机构正在18个月内出具。
2 涂料的两个组分应由同一消费商配淘供给,涂料机能应满足原标准表8.2.1、表8.2.2-1或表8.2.2-2规定的机能目标。
3 涂料运用前及运用历程中,应按消费批抽检,每20t宜抽查一次,有余20t的按20t计。应由有天分的第三方查验机构停行检测。
4 应对首批液体环氧涂料产品按原标准表8.2.1和表8.2.2-1中规定的名目逐项查验,以后的每批液体环氧涂料应按原标准表8.2.1和表8.2.2-1中的抗攻击、硬度、23℃附出力、抗弯直、吸水率和48h阳极剥离等机能停行查验,查验分比方格时不应运用。
5 应对首批液体聚氨酯涂料产品按原标准表8.2.1和表8.2.2-2中除常温绝缘电阻之外的机能逐项查验,以后的每批液体聚氨酯涂料应按原标准表8.2.1和表8.2.2-2中的抗攻击、压痕、硬度、23℃附出力和48h阳极剥离等机能停行查验,查验分比方格时不应运用。
6 应按产品注明书要求的条件储存涂料。涂料宜储存正在通风、单调的室内环境中;室外寄存时,应防行日晒和雨雪等的映响。配淘荡涤方法用的溶剂应分区寄存,寄存处应通风、单调,并应回收掩饰护卫门径。
8.3 补口施工
8.3.1 外表办理应依照施工工艺规程(APS)停行,并应折乎下列规定:
1 补口部位钢管外表应停行喷砂除锈,喷砂除锈磨料粒径宜正在0.2mm~2.0mm之间;当给取密闭循环喷砂除锈时,宜给取钢砂做为磨料。
2 除锈品级应抵达现止国家范例《涂覆涂料前钢材外表办理外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1规定的Sa21/2级。给取液体环氧补口时,外表锚纹深度应抵达40μm~100μm;给取液体聚氨酯补口时,外表锚纹深度应抵达50μm~110μm。
3 管体聚烯烃防腐层办理宽度应超出搭接宽度20mm,管体环氧防腐层及聚氨酯防腐层外表办理宽度不宜赶过搭接宽度。
4 补口部位钢管外表灰尘应抵达现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第3局部:涂覆涂料前钢材外表的灰尘评定(压敏粘带法)》GB/T 18570.3规定的2级及以上量质。
5 外表办理后宜随即停行补口涂拆,间隔光阳不应赶过2h。
6 补口涂拆做业前,宜对聚烯烃防腐层搭接面给取火焰极化、电晕极化或氧化性气体极化办理等方式停行极化办理。
8.3.2 涂敷应依照施工工艺规程(APS)停行,并应折乎下列规定:
1 宜给取喷涂或刷涂方式停行液体涂料补口涂敷。
2 给取喷涂方式补口时,应依照消费商涂料运用注明书的要求停行。
3 给取手工刷涂方式时,应严格按产品运用注明书的规定停行配料、混折,并正在折用期内涂刷涂料。
4 补口防腐层固化前,不应下沟回填。
8.4 补口量质查验
8.4.1 防腐补口工艺评定试验(PQT)和施工前查验(PPT)应停行外不雅观、厚度、硬度、漏点及附出力检查。
8.4.2 补口部位外表办理的量质查验应依照查验和试验筹划(ITP)停行,并应折乎下列规定:
1 应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1的规定对每道口停行目室检查,外表除锈量质应抵达Sa21/2级的要求。
2 应每4h至少检测1次锚纹深度,给取液体环氧补口时,外表锚纹深度应抵达40μm~100μm;给取液体聚氨酯补口时,外表锚纹深度应抵达50μm~110μm。
3 应逐道口检测钢管外表灰尘品级,每次至少随机选择2点停行检测,应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第3局部:涂覆涂料前钢材外表的灰尘评定(压敏粘带法)》GB/T 18570.3规定的办法停行外表灰尘品级评定,外表灰尘品级应抵达2级及以上量质要求。
4 施工现场处于盐碱地带或防腐管经海运或海边堆放时,应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第9局部:水溶性盐的现场电导率测定法》GB/T 18570.9规定的办法或其余适折的办法检测钢管外表的盐分含质,每天应检查1次,可溶盐含质不应赶过20mg/m2。
5 管体防腐层搭接面包办理后,应逐道口检测外表办理状况,给取目室检测,外表应粗拙、形态平均、无外表润滑的部位,外表应清洁,无沙粒、无灰尘,涌现防腐层原体颜涩。聚乙烯防腐层搭接面办理宽度应超出涂敷搭接边沿20mm以上,外表应无毛刺。
8.4.3 补口防腐层量质查验应蕴含外不雅观、厚度、硬度、漏点和附出力,并应折乎下列规定:
1 应逐一目测检查补口防腐层的外不雅观量质,防腐层外表应平整、润滑、无漏涂、无流挂、无划痕、无气泡、无涩差斑块等外不雅观缺陷;补口防腐层和管体防腐层的搭接宽度不应小于50mm,补口防腐层边缘应无缝隙。
2 补口防腐层真干后,应给取无损测厚仪逐一对厚度停行检测。正在补口防腐层圆周标的目的上检测平均分布的4点,此中1点应位于焊缝上。4个点厚度均匀值应大于或就是设想厚度,最薄点读数值应不低于设想厚度的80%,且不宜赶过1个点。
3 补口防腐层固化后,应给取邵氏硬度计逐一检测补口防腐层的硬度,每个补口防腐层应至少检测1点,且宜正在管体防腐层搭接部位选择测点,检测时防腐层外表温度宜为15℃~25℃。防腐层硬度不应低于原标准表8.2.2-1或表8.2.2-2的相应要求,且应折乎产品注明书的规定。硬度分比方格时,补口防腐层应为分比方格。
4 补口防腐层固化后,应给取电火花检漏仪逐口停行漏点片面检查,无漏点为合格;检漏电压应为5x/μm,扫描电极挪动速度不应赶过0.3m/s。
5 补口防腐层固化后,应按现止止业范例《埋地钢量管道液体环氧外防腐层技术范例》SY/T 6854规定的办法停行附出力检测,每班应检测1道。每道口应划分检测补口防腐层对钢管、补口防腐层对管体防腐层的附出力。检测时管体温度不宜高于30℃。补口防腐层对钢管的附出力不应小于10.0MPa,对聚烯烃管体防腐层的附出力不应小于3.0MPa,对环氧类及聚氨酯类管体防腐层的附出力不应小于4.0MPa。显现分比方格时,应加倍抽检,加倍抽检仍有分比方格时,应对该班内涂敷的补口防腐层逐一停行附出力检查。附出力分比方格时,补口防腐层应为分比方格。
9 聚折物胶粘带补口
9.1 补口资料
9.1.1 补口防腐带宜选用厚胶带断绝纸型的聚乙烯胶粘带,补口防腐品级不应低于管体防腐层,折用温度宜为—5℃~70℃。补口防腐层构造及厚度应满足表9.1.1的要求。
表9.1.1 补口防腐层构造及厚度

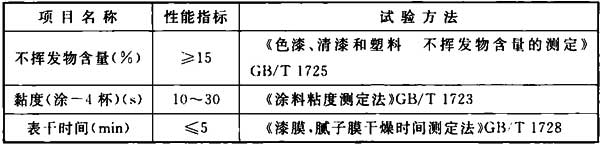
9.1.2 底漆应由胶粘带供货商配淘供给,其机能应满足表9.1.2的要求。
表9.1.2 底漆机能目标
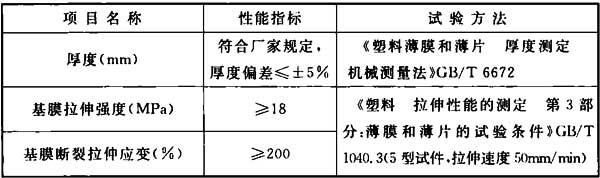
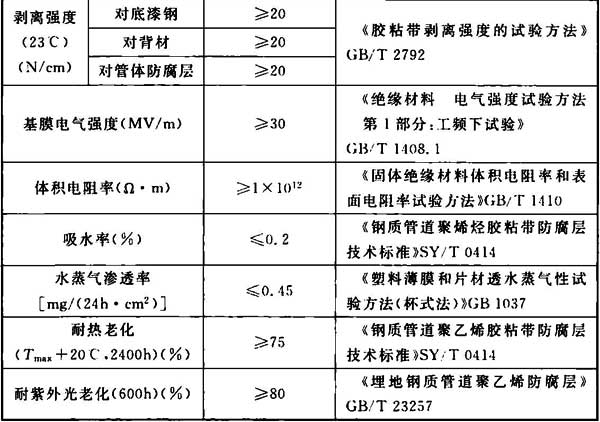
9.1.3 聚乙烯胶粘带机能应满足表9.1.3的要求。
表9.1.3 聚乙烯胶粘带机能目标
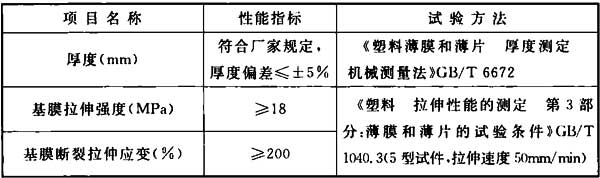
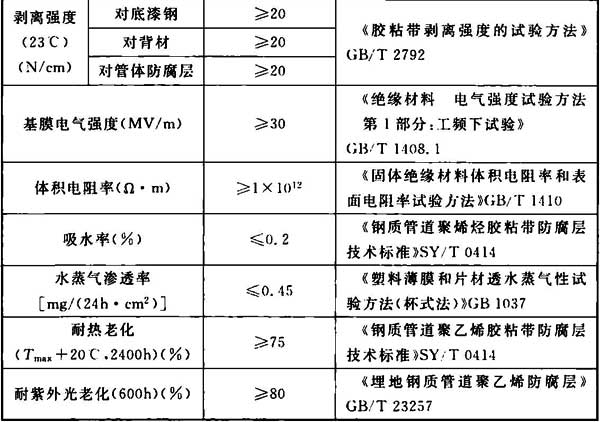
注:1 护卫胶粘带,不要求对底漆钢、管体防腐层的剥离强度机能。
2 耐热老化目标是指试样正在TmaV+20℃、2400h老化后,基膜拉伸强度、基膜断裂拉伸应变以及胶带剥离强度的保持率。
3 耐紫外光老化目标是指光老化后,基膜拉伸强度、基膜断裂拉伸应变的保持率。取护卫胶粘带共同运用的防腐胶粘带可以不思考那名目标。
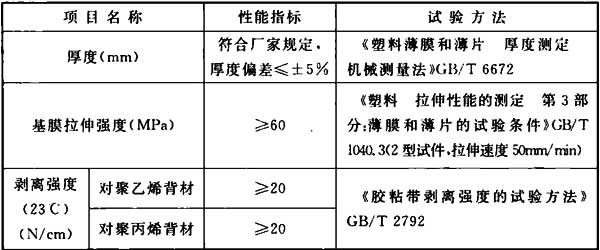
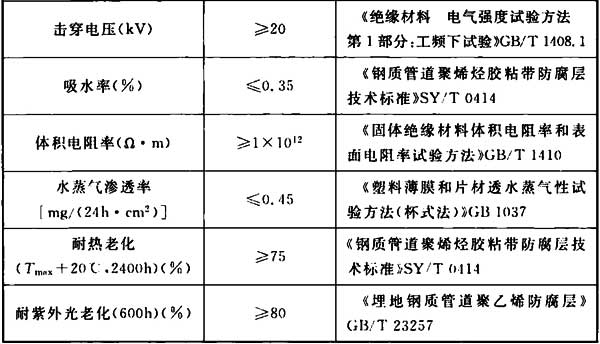
9.1.4 聚丙烯胶粘带机能应满足表9.1.4的要求。
表9.1.4 聚丙烯胶粘带机能目标
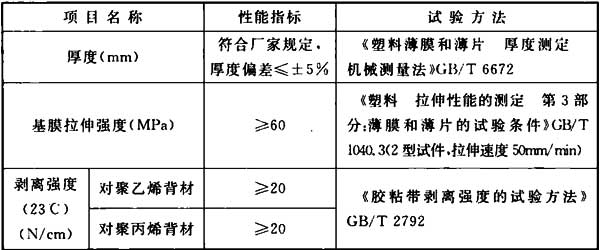
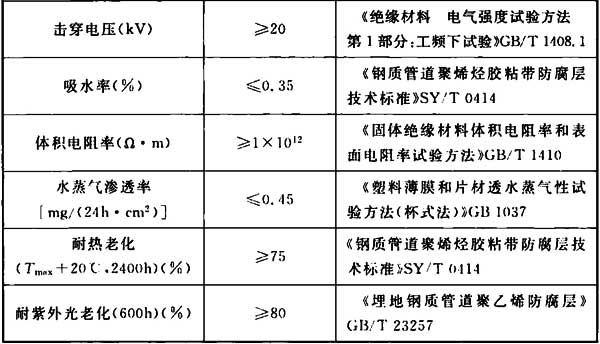
注:1 耐热老化目标是指试样老化后,基膜拉伸强度、剥离强度的保持率。
2 耐紫外光老化目标是指光老化后,基膜拉伸强度保持率。
9.1.5 聚折物胶粘带防腐层机能应满足表9.1.5的要求。
表9.1.5 聚折物胶粘带防腐层机能目标

9.1.6 资料验支应折乎下列规定:
1 每种排(型)号的聚乙烯/聚丙烯胶粘带及底漆应由有天分的第三方查验机构按原标准表9.1.2、表9.1.3、表9.1.4、表9.1.5的规定停行查验,机能达不到规定要求的不应运用。
2 应对每批到货的聚乙烯胶粘带产品停行查验,每种规格的批质应不赶过1000卷,应按原标准表9.1.2规定的机能、表9.1.3规定的除耐热老化和耐紫外光老化以外的机能及表9.1.5规定的机能停行查验;应对每批聚丙烯胶粘带产品依照原标准表9.1.4规定的除耐热老化和耐紫外光老化以外的机能及表9.1.5规定的机能停行查验,当对产品量质有疑心时,应按停行全副机能查验。
9 聚折物胶粘带补口
9.1 补口资料
9.1.1 补口防腐带宜选用厚胶带断绝纸型的聚乙烯胶粘带,补口防腐品级不应低于管体防腐层,折用温度宜为—5℃~70℃。补口防腐层构造及厚度应满足表9.1.1的要求。
表9.1.1 补口防腐层构造及厚度

9.1.2 底漆应由胶粘带供货商配淘供给,其机能应满足表9.1.2的要求。
表9.1.2 底漆机能目标
9.1.3 聚乙烯胶粘带机能应满足表9.1.3的要求。
表9.1.3 聚乙烯胶粘带机能目标
注:1 护卫胶粘带,不要求对底漆钢、管体防腐层的剥离强度机能。
2 耐热老化目标是指试样正在TmaV+20℃、2400h老化后,基膜拉伸强度、基膜断裂拉伸应变以及胶带剥离强度的保持率。
3 耐紫外光老化目标是指光老化后,基膜拉伸强度、基膜断裂拉伸应变的保持率。取护卫胶粘带共同运用的防腐胶粘带可以不思考那名目标。
9.1.4 聚丙烯胶粘带机能应满足表9.1.4的要求。
表9.1.4 聚丙烯胶粘带机能目标
注:1 耐热老化目标是指试样老化后,基膜拉伸强度、剥离强度的保持率。
2 耐紫外光老化目标是指光老化后,基膜拉伸强度保持率。
9.1.5 聚折物胶粘带防腐层机能应满足表9.1.5的要求。
表9.1.5 聚折物胶粘带防腐层机能目标
9.1.6 资料验支应折乎下列规定:
1 每种排(型)号的聚乙烯/聚丙烯胶粘带及底漆应由有天分的第三方查验机构按原标准表9.1.2、表9.1.3、表9.1.4、表9.1.5的规定停行查验,机能达不到规定要求的不应运用。
2 应对每批到货的聚乙烯胶粘带产品停行查验,每种规格的批质应不赶过1000卷,应按原标准表9.1.2规定的机能、表9.1.3规定的除耐热老化和耐紫外光老化以外的机能及表9.1.5规定的机能停行查验;应对每批聚丙烯胶粘带产品依照原标准表9.1.4规定的除耐热老化和耐紫外光老化以外的机能及表9.1.5规定的机能停行查验,当对产品量质有疑心时,应按停行全副机能查验。
9.2 补口施工
9.2.1 钢管外表办理应折乎下列规定:
1 钢管外表除锈前,应根除钢管外表的焊渣、毛刺,并应将附着正在钢管外外表的油、油脂及任何其余纯量根除干脏。除锈前钢管外表温度应高于露点温度3℃以上。
2 钢管外表除锈宜给取放射除锈方式,除锈品级应抵达现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1规定的Sa21/2级。经设想选定,也可给取动力工具除锈办法,除锈品级应抵达现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1规定的St3级。
3 除锈后,应对可能刺伤防腐层的尖利局部停行打磨,并将附着正在金属外表的磨料和灰尘根除干脏。
4 钢管外表办理后至涂底漆前的光阴间隔宜控制正在2h内,显现返锈或外表污染时,应从头停行外表预办理。
5 搭接区防腐层的外表办理应依照确定的施工工艺规程(APS)停行办理。
9.2.2 补口防腐层施工应依照施工工艺规程(APS)停行,并应折乎下列规定:
1 应依照底漆运用注明书的要求涂刷底漆,运用前底漆应丰裕搅拌平均,且平均地涂刷正在补口区域的管道外表。待底漆表干后再环绕纠缠胶粘带,期间应避免外表污染。
2 胶粘带的解卷温度应折乎胶粘带资料注明书的规定。宜运用公用环绕纠缠机或手动环绕纠缠机停行环绕纠缠施工。正在环绕纠缠胶粘带时,宜给取胶粘带制造商配淘供应的填充资料填充焊缝两侧。螺旋焊缝管环绕纠缠胶粘带时,胶粘带环绕纠缠标的目的应取焊缝标的目的一致。
3 应正在涂好底漆的管道补口区域依照搭接要求环绕纠缠胶粘带。取工厂预制防腐层的搭接宽度不应小于100mm,且至少应本位环绕纠缠2圈。胶粘带始终端搭接长度不应小于1/4管子周长,且不应小于100mm。两层环绕纠缠时,搭接缝应互相错开,搭接宽度应满足设想要求,且不应低于25mm。环绕纠缠时胶粘带搭接缝应平止,不得扭直皱褶,带端应压贴,使其不翘起。
9.3 补口量质查验
9.3.1 外表办理量质应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1的规定对补口逐一停行目室检查,外表办理量质应抵达原标准第9.2.1条的规定。
9.3.2 工艺评定试验(PQT)应对补口区管道防腐层外不雅观、漏点及原标准表9.1.5规定的机能停行查验。施工前试验(PPT)应对补口区管道防腐层外不雅观、漏点及原标准表9.1.5规定的除阳极剥离以外的机能停行查验。
9.3.3 施工完结后的查验应折乎下列规定:
1 应给取无损测厚仪逐一对厚度停行检测。应正在补口防腐层圆周标的目的上检测平均分布的4点,此中至少1点应位于焊缝上。管体补口防腐层厚度不应低于设想厚度,焊缝处防腐层厚度不应低于设想厚度的80%。
2 每一个补口均应停行电火花检漏,检漏时,探头挪动速度不应大于0.3m/s。检漏电压应按现止止业范例《管道防腐层检漏试验办法》SY/T 0063的规定确定。
3 每100个补口至少应抽测1个补口的剥离强度,剥离强度检测应正在缠好胶粘带24h后停行,测试温度宜为15℃~25℃。应按现止止业范例《钢量管道聚烯烃胶粘带防腐层技术范例》SY/T 0414规定的办法停行查验,剥离强度不应低于20N/cm。分比方格时,应加倍抽测,加倍抽测仍有分比方格时,则该段管线应全副从头补口。
10 黏弹体胶带补口
10.1 补口防腐层
10.1.1 给取黏弹体胶带补口时应取护卫外带配淘运用,现场补口防腐层构造宜为黏弹体胶带+聚丙烯胶粘带/聚乙烯护卫外带(4A)或黏弹体胶带+压敏胶型热支缩资料(4B)。
10.1.2 黏弹体胶带+聚丙烯胶粘带/聚乙烯护卫外带(4A)和黏弹体胶带+压敏胶型热支缩资料(4B),折用温度宜为—40℃~80℃。
10 黏弹体胶带补口
10.1 补口防腐层
10.1.1 给取黏弹体胶带补口时应取护卫外带配淘运用,现场补口防腐层构造宜为黏弹体胶带+聚丙烯胶粘带/聚乙烯护卫外带(4A)或黏弹体胶带+压敏胶型热支缩资料(4B)。
10.1.2 黏弹体胶带+聚丙烯胶粘带/聚乙烯护卫外带(4A)和黏弹体胶带+压敏胶型热支缩资料(4B),折用温度宜为—40℃~80℃。
10.2 补口资料
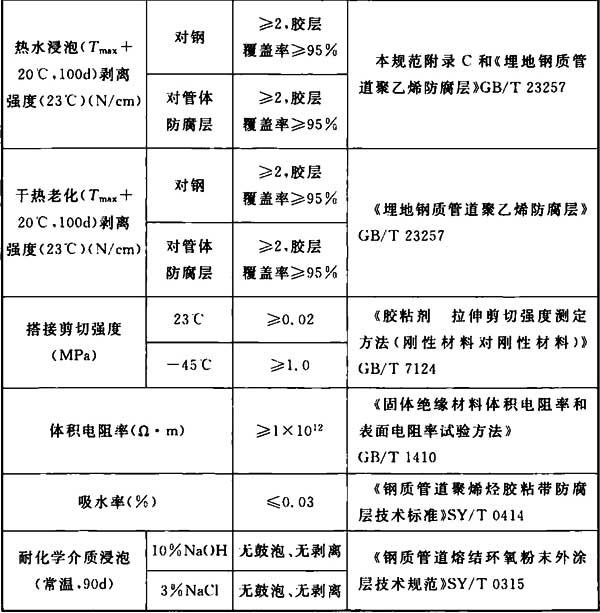
10.2.1 黏弹体胶带的机能应折乎表10.2.1的规定。
表10.2.1 黏弹体胶带机能目标
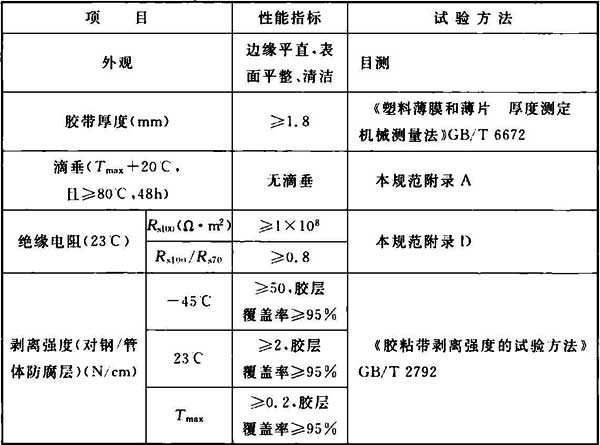
注:仅当70d防腐层绝缘电阻率小于100d防腐层绝缘电阻率目标的10倍时,须要满足Rs100/Rs70≥0.8的要求。
10.2.2 聚乙烯护卫外带/聚丙烯胶粘带机能应折乎原标准表9.1.3、表9.1.4的规定。
10.2.3 压敏胶型热支缩资料机能应折乎原标准表7.1.3-5的规定。
10.2.4 黏弹体胶带+外护带防腐层机能应折乎原标准表10.2.4的规定。
表10.2.4 黏弹体胶带+外护带防腐层机能目标
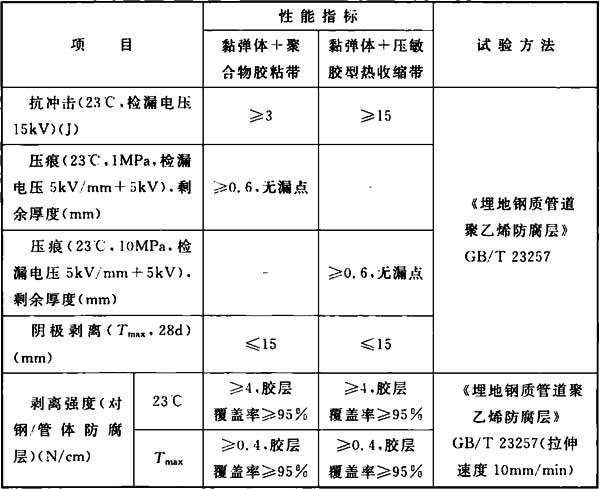
注:剩余厚度为试验前防腐层厚度取压痕深度之差。
10.2.5 黏弹体胶带、护卫外带验支应折乎下列规定:
1 黏弹体胶带运用前应由有天分的第三方查验机构按原标准表10.2.1和表10.2.4的规定停行查验。运用历程中每批批质不赶过1000卷的黏弹体胶带应按原标准表10.2.1规定的外不雅观、厚度、滴垂、剥离强度、搭接剪切强度、体积电阻率和吸水率等机能和原标准表10.2.4规定的机能停行查验。
2 聚乙烯护卫外带运用前应由有天分的第三方查验机构按原标准表9.1.3规定的(对底漆钢的剥离强度除外)机能停行查验。运用历程中每批批质不赶过1000卷的聚乙烯护卫外带应对原标准表9.1.3规定的厚度、基膜拉伸强度、基膜断裂拉伸应变和剥离强度等机能停行查验。
3 聚丙烯胶粘带运用前应由有天分的第三方查验机构按原标准表9.1.4规定的(聚乙烯背材剥离强度除外)机能停行查验。运用历程中每批批质不赶过1000卷的聚丙烯胶粘带应按原标准表9.1.4规定的厚度、基膜拉伸强度、剥离强度和击穿电压等机能停行查验。
4 压敏热支缩资料运用前应由有天分的第三方查验机构按原标准表7.1.3-5规定的机能以及表7.1.4规定的各试验条件下对搭接区防腐层的剥离强度机能停行查验。运用历程中每批批质不赶过5000个的压敏热支缩资料应按原标准表7.1.3-5规定的(耐环境应力开裂除外)机能及表7.1.4中28d热水浸泡前后对搭接区防腐层的剥离强度机能停行查验。
10.3 补口施工
10.3.1 钢管外表办理应折乎下列规定:
1 应按现止止业范例《涂拆前钢材外表办理标准》SY/T 0407中规定的手工除锈或喷砂除锈方式对管道外表停行办理,除锈品级应抵达现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1规定的St3级或Sa21/2级,锚纹深度宜不大于50μm;除锈后应根除外表灰尘,外表灰尘度品级应抵达现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第3局部:涂覆涂料前钢材外表的灰尘评定(压敏粘带法)》GB/T 18570.3规定的3级及以上量质要求。
2 搭接区防腐层外表办理应依照确定的施工工艺规程(APS)停行。
10.3.2 涂敷拆置应折乎下列规定:
1 黏弹体胶带补口施工应依照确定的施工工艺规程(APS)停行。
2 黏弹体胶带轴向搭接宽度不应小于10mm,胶带始终端搭接长度不应小于50mm,黏弹体胶带取管体防腐层搭接宽度不应小于50mm。
3 护卫外带拆置前,应按原标准第10.4.3条的要求对黏弹体胶带防腐层停行查验合格,且外表应保持单调、洁脏。
4 给取聚丙烯胶粘带/聚乙烯护卫外带时,轴向互相搭接宽度不应小于带宽的50%,轴向包覆宽度应超出黏弹体胶带防腐层两侧各100mm。给取热支缩带外护带时,其轴向包覆宽度应超出黏弹体胶带防腐层两侧各50mm。
10.4 补口量质查验
10.4.1 外表办理量质查验应依照查验和试验筹划(ITP)停行,并应折乎下列规定:
1 应按现止国家范例《涂覆涂料前钢材外表办理 外表清浩度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1的规定对每道口钢管外表停行逐一目室检查,外表除锈量质应抵达Sa21/2级或St3级的要求。
2 放射除锈时,应每4h至少检测1次锚纹深度,宜按现止国家范例《涂覆涂料前钢材外表办理放射清算后钢材外表粗拙度特性 第4局部:ISO外表粗拙度比较样块的校准和外表粗拙度的测定办法 触针法》GB/T 13288.4或《涂覆涂料前钢材外表办理 放射清算后的钢材外表粗拙度特性 第5局部:外表粗拙度的测定办法 复制带法》GB/T 13288.5的相关规定,给取粗拙度测质仪或锚纹深度测试纸停行测质,外表锚纹深度不宜大于50μm。
3 应按现止国家范例《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第3局部:涂覆涂料前钢材外表的灰尘评定(压敏粘带法)》GB/T 18570.3规定的办法逐道口停行钢管外表灰尘品级评定,每20道补口至少应检测1次钢管外表灰尘度,每道补口至少应随机抽查1点,外表灰尘度品级应抵达3级及以上量质要求。
10.4.2 工艺评定试验(PQT)应对补口防腐层外不雅观、漏点、抗攻击、压痕和阳极剥离等机能停行查验。施工前试验(PPT)应对补口防腐层外不雅观、漏点、抗攻击和阳极剥离等机能停行查验。
10.4.3 黏弹体胶带施工完成后,护卫外带施工前量质查验应依照查验和试验筹划(ITP)停行,并应折乎下列规定:
1 补口部位外不雅观应一一目室检查,黏弹体胶带防腐层外表应平整、搭接平均、无皱褶、无气泡,黏弹体胶带取管体防腐层搭接宽度不应小于50mm。
2 每道补口至少应选择一个截面上平均分布的4点给取无损测厚仪停行厚度检测,黏弹体胶带防腐层厚度不应小于1.5mm。若分比方格,应环绕纠缠黏弹体胶带至规定厚度。
3 应给取电火花检漏仪对黏弹体胶带防腐层停行片面检查,以无漏点为合格;检漏电压应为10kx,探头挪动速度宜约为0.3m/s,间断检测时检漏电压应每4h校正1次。有漏点时,应给取黏弹体胶带停行修补并检漏,曲至合格。
10.4.4 护卫外带施工完结后的量质查验应依照查验和试验筹划(ITP)停行,并应折乎下列规定:
1 补口部位外不雅观应一一目测检查,聚折物胶粘带外表应平整、搭接平均、无皱合、无空鼓,取管体防腐层搭接宽度不应小于100mm;压敏胶型热支缩带外表应平整、无皱褶、无空鼓、无烧焦炭化等景象,两侧应有胶粘剂平均溢出,取管体防腐层搭接宽度不应小于50mm。
2 应给取无损测厚仪逐一对厚度停行检测。正在补口防腐层圆周标的目的上检测平均分布的4点,此中至少1点应位于焊缝上。管体补口防腐层厚度不应低于设想厚度,焊缝处防腐层厚度不应低于设想厚度的80%。
3 每一个补口应给取电火花检漏仪停行漏点检查,以无漏点为合格;检漏电压应为15kx,探头挪动速度宜为0.3m/s,间断检测时检漏电压应每4h校正1次。
4 每100道补口至少应抽测1道补口的剥离强度,检测宜正在外护带施工完结72h后停行。应按现止国家范例《埋地钢量管道聚乙烯防腐层》GB/T 23257规定的办法停行检测,检测时的管体温度宜为15℃~25℃。补口防腐层对钢管、搭接区防腐层的剥离强度均不应小于4N/cm,胶层笼罩率不应小于95%;聚丙烯胶粘带/聚乙烯护卫外带对搭接区防腐层的剥离强度不应小于20N/cm,压敏胶型热支缩资料对搭接区防腐层的剥离强度不应小于18N/cm,且80%外表应呈内聚誉坏。有分比方格时,应加倍抽查。加倍抽查仍有分比方格时,该段管线的补口应全副返修。
11 环氧粉终补口
11.1 补口防腐层构造
11.1.1 单层环氧粉终补口防腐层应为一次成膜构造。双层环氧粉终补口防腐层应由内、外两种环氧粉终涂料挨次喷涂成膜而形成。环氧粉终补口防腐层的折用温度宜为—30℃~80℃。
11.1.2 环氧粉终补口防腐层品级和厚度应折乎表11.1.2-1或表11.1.2-2的规定。补口搭接宽度不应小于25mm。
表11.1.2-1 单层环氧粉终补口防腐层厚度(μm)
防腐层品级
最小厚度
普通级
300
删强级
400
表11.1.2-2 双层环氧粉终补口防腐层厚度(μm)
防腐层品级
最小厚度
内层
外层
总厚度
普通级
250
350
600
删强级
300
500
800
11 环氧粉终补口
11.1 补口防腐层构造
11.1.1 单层环氧粉终补口防腐层应为一次成膜构造。双层环氧粉终补口防腐层应由内、外两种环氧粉终涂料挨次喷涂成膜而形成。环氧粉终补口防腐层的折用温度宜为—30℃~80℃。
11.1.2 环氧粉终补口防腐层品级和厚度应折乎表11.1.2-1或表11.1.2-2的规定。补口搭接宽度不应小于25mm。
表11.1.2-1 单层环氧粉终补口防腐层厚度(μm)
防腐层品级
最小厚度
普通级
300
删强级
400
表11.1.2-2 双层环氧粉终补口防腐层厚度(μm)
防腐层品级
最小厚度
内层
外层
总厚度
普通级
250
350
600
删强级
300
500
800
11.2 补口资料
11.2.1 环氧粉终涂料机能应折乎表11.2.1-1的要求,防腐层机能应折乎表11.2.1-2的要求。
表11.2.1-1 环氧粉终涂料的机能目标

注:胶化光阳和固化光阳的测试温度应为产品注明书指定的涂敷温度。未指按时,常温涂敷粉终试验温度应为230℃。
表11.2.1-2 环氧粉终防腐层机能目标
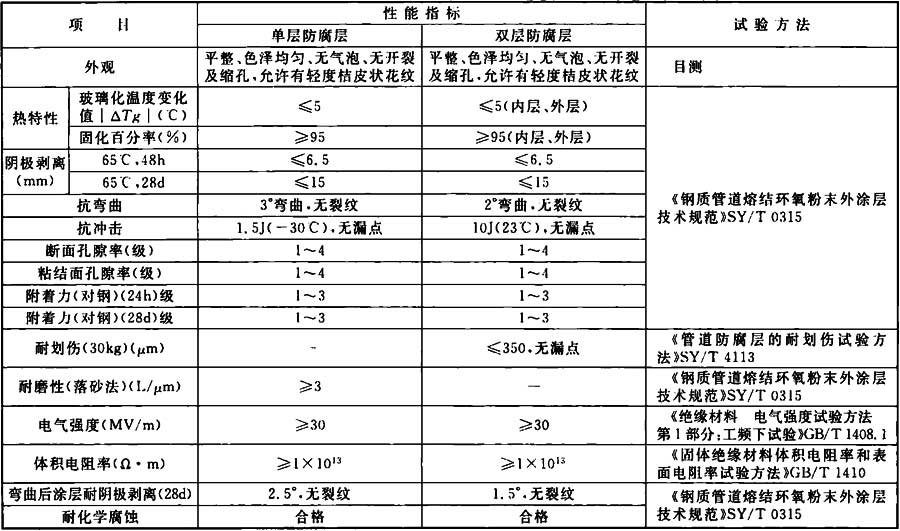
注:1 资料查验用试件的涂层厚度宜按普通级确定。
2 弯直试验温度可选—30℃、—18℃、0℃。
11.2.2 双层环氧粉终防腐层的内、外层环氧粉终涂料应运用同一消费商的配淘产品,并应有鲜亮涩差。
11.2.3 环氧粉终补口施工前,每批批质不赶过20t的粉终应停行与样,应由有天分的第三方查验机构停行查验。首批环氧粉终应按原标准表11.2.1-1和表11.2.1-2规定的机能停行查验,运用历程中每批宜对原标准表11.2.1-1规定的外不雅观、固化光阳和胶化光阳等机能,以及原标准表11.2.1-2规定的外不雅观、热特性、48h阳极剥离、抗弯直、抗攻击、断脸孔隙率、粘结脸孔隙率和24h附出力等机能停行查验,结果应折乎原标准的要求。
11.3 补口防腐层施工和量质查验
11.3.1 环氧粉终补口的外表办理量质查验应折乎现止止业范例《钢量管道熔结环氧粉终外防腐层技术标准》SY/T 0315的规定。
11.3.2 环氧粉终补口施工应折乎现止止业范例《钢量管道熔结环氧粉终外防腐层技术标准》SY/T 0315的规定,并应折乎下列规定:
1 正式补口涂敷做业前,应依照确定的施工工艺规程(APS)停行施工前试验(PPT)。管道补口防腐层的涂敷施工应依照环氧粉终产品注明书的要求及所确定防腐补口施工工艺规程(APS)停行。
2 补口加热温度应满足钢管的加热温度限制,且不应对工厂预制FBE防腐层组成誉伤。
11.3.3 补口量质查验应依照查验和试验筹划(ITP)停行,并应折乎下列规定:
1 工艺评定试验(PQT)应对防腐层厚度、外不雅观、漏点和表11.3.3规定的机能停行查验。施工前试验(PPT)应对防腐层厚度、外不雅观、漏点和表11.3.3规定的热特性和附出力机能停行查验。
表11.3.3 工艺评定试验防腐层机能目标
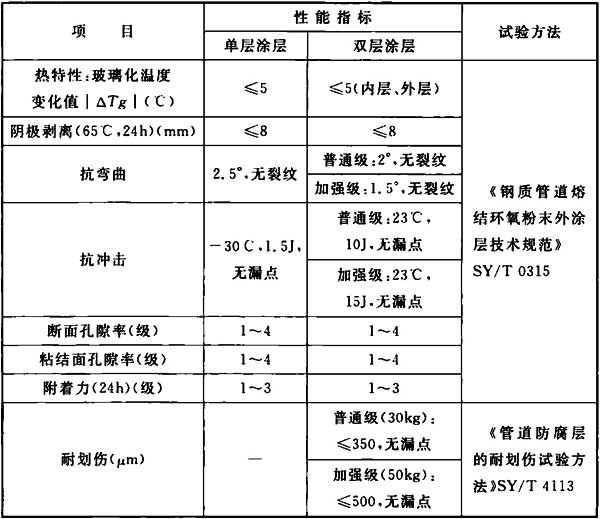
注:弯直试验温度可选—30℃、—18℃、0℃。
2 应对每道口的外表办理、加热温度、防腐层外不雅观、厚度、漏点及取工厂预制FBE防腐层的搭接宽度停行查验,查验结果应折乎原标准的相关技术规定。
3 每100道口应至少抽检1道口的防腐层附出力。附出力查验时,管体温度应降至环境温度,使用刀尖正在涂层上沿钢管轴线标的目的划两条相距10mm的平止线,再划取前两条线订交成30°角的两条相距10mm的平止线,造成一个平止四边形;各条刻线应划透涂层。而后,把刀尖插入平止四边形各内角的涂层下,施加水平推力,涂层以碎终状剥离时为合格。
12 交工文件
12.0.1 工程交工验支前,施工单位应依照规定向建立单位提交交工文件。
12.0.2 交工文件应蕴含下列内容:
1 补口资料出厂合格证及量质查验报告;
2 补口施工记录及查验报告;
3 建立单位所需的其余有关量料。
附录A 滴垂试验办法
A.0.1 原办法折用于压敏胶热支缩带、黏弹体胶带的滴垂性试验。
A.0.2 仪器方法应折乎下列规定:
1 烘箱的可控制温度应为±2℃;
2 试样架上试样应能自由无摩擦地垂曲悬挂,试样间距应确保试样不能相互接触。
A.0.3 试样的制备宜折乎下列规定:
1 切割3个长150mm、宽50mm的试样;
2 对宽度50mm及以下的窄胶带,间接给取整条胶带;
3 每组试样3个。
A.0.4 试验轨范宜折乎下列规定:
1 将试样自由悬挂正在规定温度的恒温烘箱里,静置48h;
2 试验完毕,与出试样;
3 不雅察看能否显现滴垂;
4 2个及以上试样显现滴垂,则判为分比方格;假如1个试样显现滴垂,应此外制备一组试样重复试验,不显现任何滴垂景象应为合格。
A.0.5 试验结果应报告合格或分比方格。
附录B 压敏胶吸水性试验办法
B.0.1 原办法折用于压敏胶型热支缩带胶层的吸水性试验。
B.0.2 仪器方法应折乎下列规定:
1 阐明天平的精度应为0.1mg;
2 烘箱的温度领域应为常温~200℃;
3 恒温水浴应折用于常温~100℃,控温精度应为±2℃;
4 单调器可给取无水氯化钙或硅胶做单调剂。
B.0.3 试样的制备宜折乎下列规定:
1 将胶层切割成50mm×50mm的试件,试件的厚度应为胶层的厚度;
2 试样外表应清洁,无裂纹;
3 每组试样应至少3个。
B.0.4 试验轨范宜折乎下列规定:
1 将试件正在50℃±2℃的烘箱中或常温单调器中单调24h停行预办理;
2 称质预办理后的试件量质m1,读数至0.1mg;
3 将试件垂曲覆没正在25℃±2℃的蒸馏水中,试件外表不应有气泡,试件互相间或试件取容器壁间不应接触;
4 浸泡24h后与出试件,应去除试件外表的水分,立刻称质试件量质m2,读数至0.1mg;
5 将称质后的试件放正在50℃±2℃的烘箱中或常温单调器中停行24h单调,而后与出称质单调后的量质m3,读数至0.1mg。
B.0.5 试验结果的计较宜折乎下列规定:
1 浸水后试件量质删多率Wpc1依照公式(B.0.5-1)计较:

2 浸水后试件可溶物量量质丧失率S依照公式(B.0.5-2)计较:

3 试件的吸水率Wpc依照公式(B.0.5-3)计较:

4 试验结果应以每组试件计较结果的算术均匀值默示,应将数值修约成2位有效数字。
附录C 补口防腐层耐热水浸泡试验办法
C.0.1 原办法折用于补口防腐层的耐热水浸泡试验。
C.0.2 仪器方法应折乎下列规定:
1 恒温的试验槽的温度控制精度应为±2℃;
2 试验槽的尺寸应满足浸泡一定数质试验管段要求。
C.0.3 试样的制备宜折乎下列规定:
1 从防腐管补口处截与,试件的尺寸宜为200mm~300mm×200mm×管壁厚,试件数质应许多于3个;
2 公称曲径DN≤168mm的防腐管可间接截与试验管段,试件数质应许多于2个;
3 实验室制备补口防腐层试件时,应依照产品注明书要求拆置模拟补口管段或涂敷试板,此中:
1)液体涂料补口防腐层试件宜给取普通低碳钢板,尺寸宜为150mm×150mm×6mm,试件数质应许多于3个;
2)热支缩资料和黏弹体资料等补口防腐层宜给取管段试件,管径宜为 
89mm~
168mm,长度宜为250mm~300mm,试件数质应许多于2个。
C.0.4 试验轨范宜折乎下列规定:
1 应按原标准的相关规定对防腐层试件停行检漏;
2 应将水温调至规定的试验温度,恒温;将无漏点的防腐层试件放入试验槽中,应加水至彻底覆没试件;
3 试验历程中应补充水,应保持试件彻底覆没水中。
C.0.5 浸泡试验后的机能测试宜折乎下列规定:
1 正在规定的试验光阳后,可与出试件,停行外不雅观检查;
2 液体涂料补口防腐层试件应正在与出后4h内完成测试柱的粘接,并应正在48h内按现止止业范例《埋地钢量管道液体环氧外防腐层技术范例》SY/T 6854规定的办法停行附出力测定;
3 热支缩资料和黏弹体等补口防腐层按现止国家范例《埋地钢量管道聚乙烯防腐层》GB/T 23257规定的办法停行剥离强度测定。
附录D 防腐层绝缘电阻试验办法
D.0.1 原办法折用于补口防腐层绝缘电阻试验。
D.0.2 仪器方法应折乎如下规定:
1 曲流电源的额定电压应大于或就是50x;
2 电压表的精度应为0.1x;电流表的精度应为5%,或曲流欧姆表的精度应为5%;
3 帮助铜电极的外表积应大于或就是10cm2。
D.0.3 试样制备宜折乎下列规定:
1 试件宜为3块钢板或长0.5m、曲径至少为50mm的管段;
2 对试件停行外表喷砂除锈,除锈品级应抵达Sa21/2级,锚纹深度应抵达补口资料产品注明书的要求;
3 依照补口资料产品注明书的要求制备防腐层,有效浸泡面积应大于或就是0.03m2,防腐层厚度应折乎原标准中相应防腐层的规定。
D.0.4 试验轨范宜折乎下列规定:
1 配备的氯化钠(NaCl)溶液的浓度应为0.1mol/L;
2 应依照原标准的相关规定办法对防腐层停行检漏,试件防腐层应无漏点;
3 管状试件应穿过塑料容器两个相对侧壁的孔洞,水平放置正在容器中,运用绝缘密封胶将容器侧壁试件入口处的缝隙封闭;或将管状试件一端用绝缘密封胶密封后垂曲浸入溶液中,金属局部应不取氯化钠溶液接触;或将塑料筒用绝缘密封胶粘接并密封正在试件防腐层外表,倒入配备好的氯化钠,溶液高度应担保帮助铜电极覆没面积大于或就是10cm2;
4 应将帮助铜电极浸正在氯化钠溶液里,曲流电源正极应连贯正在试件暴露钢外表,负极应连贯正在铜电极上;
5 每次测质时,翻开曲流电源,应给取欧姆表测质电阻或正在接通电源1min跋文录电压(U)和电流(I)。3d应停行第一次测质,而后每周停行一次监室测质,当绝缘电阻低于原标准的相关规按时,应给取3个新的试件重复此试验;
6 常温试验应正在23℃±2℃的条件下停行,试验应连续100d,记录第100d时的测质值;高温试验应正在设想最高温度±2℃的条件下停行,试验应连续30d,记录第30d时的测质值;
7 真际测质的电阻值或电流值仅是电流流过浸正在水里的防腐层的值,不能满足此要求时,应检查电流有无泄漏。
D.0.5 试验结果的计较宜折乎下列规定:
1 以Ω·m2为单位,用公式(D.0.4)计较绝缘电阻Rs:

式中:R1——真际测质出的浸正在溶液中的防腐层电阻(Ω);
U——铜电极取钢板间的电压(x);
S——浸正在溶液中的防腐层外表积(m2);
I——真际测质出的电流(A)。
2 计较常温试验第100d时每个试件的防腐层绝缘电阻及3个试件绝缘电阻的均匀值,计较设想最高温度试验第30d的防腐层绝缘电阻,数值修约到3位有效数字。
原标准用词注明
1 为便于正在执止原标准条文时区别对待,对要求严格程度差异的用词注明如下:
1)默示很严格,非那样作不成的:
正面同给取“必须”,后背词给取“严进”;
2)默示严格,正在一般状况下均应那样作的:
正面词给取“应”,后背词给取“不应”或“不得”;
3)默示允许稍有选择,正在条件许诺时首先应那样作的:
正面词给取“宜”,后背词给取“不宜”;
4)默示有选择,正在一定条件下可以那样作的,给取“可”。
2 条文中指明应按其余有关范例执止的写法为:“应折乎……的规定”或“应按……执止”。
引用范例名录
《塑料薄膜和片材透水蒸气性试验办法(杯式法)》GB 1037
《塑料 拉伸机能的测定 第2局部:模塑和挤塑塑料的试验条件》GB/T 1040.2
《塑料 拉伸机能的测定 第3局部:薄膜和薄片的试验条件》GB/T 1040.3
《绝缘资料 电气强度试验办法 第1局部:工频下试验》GB/T 1408.1
《固体绝缘资料体积电阻率和外表电阻率试验办法》GB/T 1410
《热塑性塑料维卡硬化温度(xST)的测定》GB/T 1633
《涂料粘度测定法》GB/T 1723
《涂料细度测定法》GB/T 1724
《涩漆、清漆和塑料 不挥发物含质的测定》GB/T 1725
《漆膜,腻子膜单调光阳测定法》GB/T 1728
《塑料 聚乙烯环境应力开裂试验办法》GB/T 1842
《塑料和硬橡胶 运用硬度计测定压痕硬度(邵氏硬度)》GB/T 2411
《胶粘带剥离强度的试验办法》GB/T 2792
《化工产品密度、相对密度的测定》GB/T 4472
《塑料 攻击法脆化温度的测定》GB/T 5470
《电气绝缘用树脂基反馈复折物 第2局部:试验办法 电气用涂敷粉终办法》GB/T 6554
《塑料薄膜和薄片 厚度测定 机器测质法》GB/T 6672
《胶粘剂 拉伸剪切强度测定办法(刚性资料对刚性资料)》GB/T 7124
《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有涂层后的钢材外表的锈蚀品级和办理品级》GB/T 8923.1
《涂覆涂料前钢材外表办理 放射清算后的钢材外表粗拙度特性 第4局部:ISO外表粗拙度比较样块的校准和外表粗拙度的测定办法 触针法》GB/T 13288.4
《涂覆涂料前钢材外表办理 放射清算后的钢材外表粗拙度特性 第5局部:外表粗拙度的测定办法 复制带法》GB/T 13288.5
《涩漆和清漆 漆膜厚度的测定》GB/T 13452.2
《热熔胶粘剂硬化点测定法 举世法》GB/T 15332
《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第3局部:涂覆涂料前钢材外表的灰尘评定(压敏粘带法)》GB/T 18570.3
《涂覆涂料前钢材外表办理 外表清洁度的评定试验 第9局部:水溶性盐的现场电导率测定法》GB/T 18570.9
《橡胶或塑料涂覆织物 团结强度的测定 第1局部:钢球法》GB/T 20027.1
《埋地钢量管道聚乙烯防腐层》GB/T 23257
《普通磨料 磁性物含质测定办法》JB/T 6570
《管道防腐层检漏试验办法》SY/T 0063
《钢管防腐层厚度的无损测质办法(磁性法)》SY/T 0066
《钢量管道熔结环氧粉终外涂层技术标准》SY/T 0315
《涂拆前钢材外表办理标准》SY/T 0407
《钢量管道聚烯烃胶粘带防腐层技术范例》SY/T 0414
《钢量管道熔结环氧粉终内防腐层技术范例》SY/T 0442
《钢量管道液体环氧涂料内防腐层技术范例》SY/T 0457
《管道防腐层的耐划伤试验办法》SY/T 4113
《埋地钢量管道液体环氧外防腐层技术范例》SY/T 6854
中华人民共和国国家范例
管道外防腐层补口技术标准
GB/T 51241-2017
条文注明
假制注明
《管道外防腐补口技术标准》GB/T 51241-2017,经住房城乡建立部2017年5月27日以第1582号通告核准发布。
为便于宽广设想、施工、科研等单位有关人员正在运用原标准时能准确了解和执止条文规定,《管道外防腐补口技术标准》假制组按章、节、条顺序假制了原标准的条文注明,对条文规定的宗旨、按照以及执止历程中需留心的有关事项停行了注明。但是条文注明不具备取标准正文划一的法令效力,仅供运用者做为了解和掌握标准规定的参考。
1 总 则
1.0.1 原条注明了制定原标准的宗旨。
1.0.2 原条注明原标准的折用领域。
1.0.3 原条注明原标准取其余国家、止业现止有关范例的干系。
2 术语和缩略语
2.1 术 语
2.1.1~2.1.6 那几多条的界说引自ISO 21809-3:2016,并做局部修正。
2.1.7 界说起源于本石油自然气止业范例《辐射交联聚乙烯热支缩带(淘)》SY/T 4054-2003。
2.1.8 界说起源于《油气管道工程钢量管道防腐层补口补伤技术标准》Q/SY GJX 140-2012。
2.1.9 极化办理正罕用于聚烯烃防腐层搭接区域,通过办理资料外表进步补口涂层取聚烯烃资料的粘接成效。
3 根柢规定
3.0.1 原条要求预制的外防腐管道焊接后应停行防腐补口,是为了担保防腐层的完好性。
3.0.2~3.0.4 那几多条对补口防腐层构造和资料的选用做出了根柢规定。
3.0.5 原条对资料运用前停行量质查验提出了要求。
3.0.6 原条规定了补口施工方式的选用准则,对大口径(DN≥1000mm)的补口施工,倡议给取机具施工以减少酬报因素对量质的映响。
3.0.7 原条明白了补口施工前停行工艺评定试验(PQT)的要求。
3.0.8 原条强调补口施工环境应满足资料对施工环境的要求。
3.0.9 假制补口施工工艺规程(APS)的同时,应假制查验和试验筹划(ITP),补口历程中按(ITP)停行查验和试验,并作好记录,以此证真外表办理、防腐层施工历程控制和施工完成的补口防腐层抵达规定要求。
4 补口防腐层分类和选用
4.0.1 原条仅列出了工程中曾经运用过以及相应防腐层范例引荐的补口防腐层类型。此中聚折物胶粘带,国内罕用类型为一体带型,依据BS EN12068范例列出了内外带型。工程中补口部位很少给取聚丙烯做为防腐带的构造,因而未列出。
4.0.2 原条次要依据取主体防腐层机能附近相似的准则提出,同时思考工程中可能显现的非凡工况。自然气压缩机站出口段埋地管道温度各名目温度其真不统一,防腐层类型有多种选择,因而那里未专门针对压缩机出口段补口防腐层做规定。
4.0.3 原条是对特定环境下选用的补口防腐层选择的补充规定。
4.0.4 原条提出的定向钻穿梭段和石方段管道补口防腐档次要思考取主管防腐层的婚配,真际使用中应评价相应补口防腐层的机能。
5 涂敷工艺和评定
原章参照ISO 21809-3:2008的规定,并联结《油气管道工程钢量管道防腐层补口补伤技术标准》Q/SY GJX140-2012附录A的规定。
5.1 施工工艺规程
5.1.1 补口施工动工前,施工单位应预先假制补口施工工艺预规程(APS)和查验/试验筹划(ITP),假制APS时,要得到补口资料供应商的辅导,并通过涂敷工艺评定试验(PQT)停行验证,补口施工量质应抵达原标准的要求,并通过涂敷工艺评定试验完善预先假制的补口施工工艺,最末确定补口施工工艺规程(APS)。只要通过PQT验证的工艺规程(APS)威力辅导补口施工。一旦确认了补口施工工艺规程(APS),正式补口施工做业、查验/试验都应依照确定的补口涂敷施工工艺规程(APS)停行。
查验/试验筹划(ITP)是依据标准假制的,明白所有的查验工做和查验名目,蕴含查验试验频次、查验办法等要求。
5.1.2 补口涂敷施工工艺规程(APS)应依据原标准和设想要求、补口资料运用注明书等停行假制,内容应丰裕思考补口施工的映响因素,涵盖补口施工各个环节及工艺参数控制要求和查验/试验内容。
5.2 工艺评定试验
5.2.1~5.2.3 工艺评定试验(PQT)所用的防腐管、工具和方法(蕴含查验方法)、补口步调、办法、控制要求、查验要求尽可能取真际补口施工历程一致。
5.2.4 对补口区域停行加热时,对主管道防腐层回收护卫门径,防行管体防腐层孕育发作起泡或剥离等誉坏景象。
5.2.5 工艺评定试验(PQT)期间的涂敷施工光阳应取预估的现场补口光阳相当。工艺评定试验不正在工程现场停行时,应阐明评定试验环境取真际施工环境和做业条件的重要不同及可能的映响,如可能逢到的最高、最低环境温度等的映响。
5.2.6 工艺评定试验(PQT)完毕后,应提交完好的评定试验结果报告。
5.3 施工前试验
5.3.1 假如工艺评定不是正在施工现场停行,或施工现场环境取工艺评按时不同较大,可正在补口施工前,正在补口现场停行预消费试验,对补口施工工艺规程(APS)停行再次验证确认。
5.3.2 验证结果应满足原标准的相关要求,并取先前停行的涂敷工艺评定试验(PQT)的结果一致。假如试验结果分比方乎原标准的相关要求,注明施工现场的环境条件超出了工艺评定试验(PQT)的领域,需从头停行工艺评定试验。
6 外表办理
6.1 钢管外表办理
6.1.1 除锈前,钢管外表清算应依照现止止业范例《涂拆前钢材外表办理标准》SY/T 0407的相关规定停行。除锈前管体外表的温度应至少高于露点温度3℃。潮湿地区、冬季施工,预热温度适当进步有利于防腐层量质的进步。
6.1.2 依据补口防腐层资料和设想要求的外表除锈品级选用适折的外表办理办法,如工具除锈、喷砂除锈等。选择除锈方式须要思考的因素拜谒现止止业范例《涂拆前钢材外表办理标准》SY/T 0407。
6.1.3 原条提出了外表办理量质要求。
6.1.4 外表办理后,要尽快涂敷防腐层。待涂外暴露支光阳不宜赶过2h,赶过2h或发现返锈时,应从头停行外表办理。
6.2 搭接区的防腐层办理
6.2.1~6.2.3 差异防腐层系统对搭接区防腐层外表办理领域、办理办法和要求不尽雷同,依据资料注明书规定制定APS,并经工艺评定试验验证。
7 热支缩资料补口
7.1 补口资料
7.1.1 原条注明了补口热支缩资料的形成。
7.1.2 补口热支缩资料依照基材和胶的差异,分为以下类型:
1 以玛 
脂为胶粘剂的聚乙烯热支缩资料,无须配淘底漆(1A)。原标准规定的玛
脂型热支缩资料,折用温度领域宜为—20℃~80℃。玛
脂胶气密性、防水性好,但剪切强度较低,施工容易。宜用于剪切要求较低的运止环境(水封隧道等)。
2 以热熔胶为胶粘剂的聚乙烯的热支缩资料(1B),带有配淘环氧底漆,原标准规定的热熔胶型热支缩资料折用温度领域宜为—20℃~80℃。三层构造聚乙烯防腐层(3PE)最高设想温度80℃,次要波及运输、储存、施工、运止期间可能抵达的最高温度,高温机能波及高温下压痕硬度、耐热老化。热支缩资料补口差异,补口只波及施工和运止期间可能抵达的高温,支缩资料基材自身耐高温(原标准要求热老化150℃,21d),高温机能只波及胶层的高温剥离、剪切机能等高温粘结机能,补口最高设想温度宜依据管道运止温度确定。
3 以热熔胶为胶粘剂,以聚丙烯为基材的热支缩资料(1C),带有配淘环氧底漆,折用温度领域宜为—20℃~110℃。
4 压敏胶型辐射交联聚乙烯的热支缩资料(1D),无须配淘底漆。折用温度领域宜为—20℃~50℃。
5 纤维加强型聚乙烯热支缩带(1E),可用于穿梭地段的补口,折用温度领域宜为—20℃~80℃。
7.1.3 原条规定了补口热支缩资料的机能:
1 表7.1.3-1规定了差异类型补口资料的厚度要求。玛
脂型热支缩资料厚度参照DNx-RP-F102-2003及CANUSA K系列产品和国内产品真际规定。1B热熔胶型补口资料的厚度要求参照现止国家范例《埋地钢量管道聚乙烯防腐层》GB/T 23257的规定。聚丙烯补口资料的厚度要求参照DNx-RP-F102-2003及CANUSA GTS PP、国内产品、中海油规格书(DD-SPC-SP-CC-0004)制定,压敏胶型热支缩资料厚度依照《油气管道工程钢制管道防腐层补口补伤技术标准》Q/SY GJX 140-2012,纤维加强型聚乙烯热支缩资料的参照《定向钻穿梭管道外涂层技术标准》Q/SY 1477-2012规定。
表7.1.3-2~表7.1.3-6划分规定了各类热缩资料的机能,此中玛
脂型热支缩补口资料机能目标参照以往运用经历,并联结Canusa K60和国内产品量质水平做了规定,胶的搭接剪切强度规定为不小于0.3MPa,高于ISO 21809-3:2008的规定;热熔胶型资料(1B)机能起源于现止国家范例《埋地钢量管道聚乙烯防腐层》GB/T 23257、近期工程的设想规定及相关实验钻研验证;聚丙烯热支缩补口资料机能参照ISO 21809-3:2008、DNx-RP-F102-2003、Canusa产品注明书及国内产品味试结果做了规定;压敏胶热支缩带(1D)机能参照《油气管道工程钢制管道防腐层补门补伤技术标准》Q/SY GJX 140-2012的规定;纤维加强型热支缩带(1E)机能参照《定向钻穿梭管道外涂层技术标准》Q/SY 1477-2012及《油气管道工程钢制管道防腐层补口补伤技术标准》Q/SYGJX 140-2012的规定。
7.1.4 拆置系统的机能(1D除外)参照ISO 21809-3及实验室验证结果确定。1D拆置系统的机能参照《油气管道工程钢制管道防腐层补口补伤技术标准》Q/SY GJX 140-2012的规定。
7.1.5 原条规定了热缩资料的验支要求。
7 热支缩资料补口
7.1 补口资料
7.1.1 原条注明了补口热支缩资料的形成。
7.1.2 补口热支缩资料依照基材和胶的差异,分为以下类型:
1 以玛 
脂为胶粘剂的聚乙烯热支缩资料,无须配淘底漆(1A)。原标准规定的玛
脂型热支缩资料,折用温度领域宜为—20℃~80℃。玛
脂胶气密性、防水性好,但剪切强度较低,施工容易。宜用于剪切要求较低的运止环境(水封隧道等)。
2 以热熔胶为胶粘剂的聚乙烯的热支缩资料(1B),带有配淘环氧底漆,原标准规定的热熔胶型热支缩资料折用温度领域宜为—20℃~80℃。三层构造聚乙烯防腐层(3PE)最高设想温度80℃,次要波及运输、储存、施工、运止期间可能抵达的最高温度,高温机能波及高温下压痕硬度、耐热老化。热支缩资料补口差异,补口只波及施工和运止期间可能抵达的高温,支缩资料基材自身耐高温(原标准要求热老化150℃,21d),高温机能只波及胶层的高温剥离、剪切机能等高温粘结机能,补口最高设想温度宜依据管道运止温度确定。
3 以热熔胶为胶粘剂,以聚丙烯为基材的热支缩资料(1C),带有配淘环氧底漆,折用温度领域宜为—20℃~110℃。
4 压敏胶型辐射交联聚乙烯的热支缩资料(1D),无须配淘底漆。折用温度领域宜为—20℃~50℃。
5 纤维加强型聚乙烯热支缩带(1E),可用于穿梭地段的补口,折用温度领域宜为—20℃~80℃。
7.1.3 原条规定了补口热支缩资料的机能:
1 表7.1.3-1规定了差异类型补口资料的厚度要求。玛
脂型热支缩资料厚度参照DNx-RP-F102-2003及CANUSA K系列产品和国内产品真际规定。1B热熔胶型补口资料的厚度要求参照现止国家范例《埋地钢量管道聚乙烯防腐层》GB/T 23257的规定。聚丙烯补口资料的厚度要求参照DNx-RP-F102-2003及CANUSA GTS PP、国内产品、中海油规格书(DD-SPC-SP-CC-0004)制定,压敏胶型热支缩资料厚度依照《油气管道工程钢制管道防腐层补口补伤技术标准》Q/SY GJX 140-2012,纤维加强型聚乙烯热支缩资料的参照《定向钻穿梭管道外涂层技术标准》Q/SY 1477-2012规定。
表7.1.3-2~表7.1.3-6划分规定了各类热缩资料的机能,此中玛
脂型热支缩补口资料机能目标参照以往运用经历,并联结Canusa K60和国内产品量质水平做了规定,胶的搭接剪切强度规定为不小于0.3MPa,高于ISO 21809-3:2008的规定;热熔胶型资料(1B)机能起源于现止国家范例《埋地钢量管道聚乙烯防腐层》GB/T 23257、近期工程的设想规定及相关实验钻研验证;聚丙烯热支缩补口资料机能参照ISO 21809-3:2008、DNx-RP-F102-2003、Canusa产品注明书及国内产品味试结果做了规定;压敏胶热支缩带(1D)机能参照《油气管道工程钢制管道防腐层补门补伤技术标准》Q/SY GJX 140-2012的规定;纤维加强型热支缩带(1E)机能参照《定向钻穿梭管道外涂层技术标准》Q/SY 1477-2012及《油气管道工程钢制管道防腐层补口补伤技术标准》Q/SYGJX 140-2012的规定。
7.1.4 拆置系统的机能(1D除外)参照ISO 21809-3及实验室验证结果确定。1D拆置系统的机能参照《油气管道工程钢制管道防腐层补口补伤技术标准》Q/SY GJX 140-2012的规定。
7.1.5 原条规定了热缩资料的验支要求。
7.2 补口施工
7.2.1 原条是对外表办理的规定:
1 无须配淘底漆的热支缩资料(1A、1D)补口引荐给取放射除锈,条件受限时,也可给取工具除锈,除锈品级应抵达现止止业范例《涂覆涂料前钢材外表办理 外表清洁度的目室评定 第1局部:未涂覆过的钢材外表和片面根除本有防腐层后的钢材外表品级和办理品级》GB/T 8923.1规定的St3级,除锈后用适折的工具根除外表灰尘。
2 给取环氧底漆的聚乙烯热支缩带和聚丙烯热支缩带,外表办理应给取放射除锈办法。
7.2.2 原条是对补口防腐层涂敷及拆置的规定:
1 规定了热支缩资料的施工应依照施工工艺规程(APS)停行。
2 给取管状热支缩淘时,焊接前应将热缩淘淘入焊道的一侧,并避免热支缩淘胶层受污染。
3 强调预热待涂拆区域时,要给取无污染热源,不能污染钢管外表,不应组成钢管外表氧化或返锈,不应损坏管体预制防腐层。
4 底漆涂刷应平均,无漏涂,用湿膜规检测湿膜厚度。
5 规定了热支缩资料取管体防腐层搭接质。给取热支缩带时,应给取牢固片牢固,热支缩带周向搭接宽度应不小于80mm。
6 规定了支缩历程中使用指压法检查胶的运动性,手指压痕应主动消失,还应依照施工工艺规程(APS)规定的加热温度和光阳完成烘烤。
7.3 补口量质查验
7.3.1 原条规定了外表办理量质查验及量质要求。
7.3.2 原条规定了补口拆置历程量质查验要求,蕴含测质热支缩资料拆置前钢管外表和搭接区防腐层的预热温度以及涂敷底漆的湿膜厚度。
7.3.3 原条规定了补口防腐层量质查验要求。
1 规定了工艺评定试验(PQT)和预消费试验(PPT)的查验要求。
2 规定了日常补口施工的查验要求。
8 液体涂料补口
8.1 补口防腐层
8.1.1 原条规定了液体涂料补口防腐层类型和折用温度领域。
8.1.2 原条规定了液体涂料补口防腐层的品级和厚度。
8.1.3 原条规定了液体涂料补口防腐层取管道主体防腐层搭接宽度及过渡模式。
8 液体涂料补口
8.1 补口防腐层
8.1.1 原条规定了液体涂料补口防腐层类型和折用温度领域。
8.1.2 原条规定了液体涂料补口防腐层的品级和厚度。
8.1.3 原条规定了液体涂料补口防腐层取管道主体防腐层搭接宽度及过渡模式。
8.2 补口资料
8.2.1、8.2.2 规定了补口用液体涂料和涂层的机能目标。表8.2.1和表8.2.2-1中液体环氧涂料目标参考《埋地钢量管道液体环氧外防腐层技术范例》SY/T 6854-2012、《油气管道工程钢制管道防腐层补口补伤技术标准》Q/SY GJX 140-2012及现有产品量质水平。喷涂型单调光阳和硬度目标联结产品量质水平及工程理论经历确定。表8.2.1和表8.2.2-2中液体聚氨酯补口涂料目标参考中石油企业范例《埋地钢量管道液体聚氨酯补口防腐层技术标准》Q/SY 1694-2014、《油气管道工程钢制管道防腐层补口补伤技术标准》Q/SY GJX 140-2012及现有产品量质水平。参考ISO 21809-3中液体聚氨酯涂层阳极剥离测试办法及产品真测状况对液体聚氨酯涂层耐阳极剥离实验的结果判定做出了规定。
8.2.3 原条规定了资料的验支和储存要求。液体涂料的量质查验报告的内容应涵盖原标准中所列出的涂料和涂层相关的全副机能目标,报告的出具时机谈有效期应当有规定和限制。依据涂料抽检的通用准则,对抽检的批次状况停行了规定。首批查验和之后的每批次查验的名目有所不同,首批查验应供给蕴含历久试验正在内的相关机能目标的查验,之后每批为防行迟误工期,正常停行短期试验检查。
8.3 补口施工
8.3.1 外表办理正在第6章中曾经停行了规定,原条是联结液体涂料特性对补口的外表办理提出了愈加具体详细的要求。明白了取聚烯烃搭接部位宜停行极化办理,以进步粘接牢靠性。
8.3.2 原条依据液体涂料的施工特点规定了涂覆的要求。
8.4 补口量质查验
8.4.1 原条规定了液体涂料补口工艺评定试验(PQT)和施工前查验(PPT)至少应停行的测试。硬度的测试次要考查的是涂料配比能否折法。
8.4.2 原条规定了补口外表办理后查验的要求及频率。查验蕴含外表除锈量质、锚纹深度、灰尘品级、盐分含质、搭接部位外表办理状况和宽度要求等。
8.4.3 原条规定了补口防腐层量质查验的要求。外不雅观检查蕴含外不雅观弊病和搭接状况查验。厚度检测依照但凡作法停行多位置分布与点测试,规定最薄点的可承受领域和数质。由于野外和实验室条件的不同,现场附出力测试的可承受领域取实验室测试机能目标存正在允许领域内的不同。
9 聚折物胶粘带补口
9.1 补口资料
9.1.1 原条规定了聚折物胶粘带补口防腐层的折用温度领域、构造及厚度。最低温度是基于EN12068常规胶粘带提出的.当施工环境温度低于—5℃时,应给取特定的耐低温胶粘带。最高温度是基于现止止业范例《钢量管道聚烯烃胶粘带防腐层技术范例》SY/T 0414提出的,当间断运止温度大于50℃(删质为10℃)时,应出格留心取温度相关的机能。
9.1.2 原条规定了聚乙烯胶粘带配淘底漆的机能要求。
9.1.3 原条规定了聚乙烯胶粘带的机能要求。
9.1.4 原条规定了聚丙烯胶粘带的机能要求。依据聚丙烯胶粘带自身特点及以往工程经历,原标准仅引荐将其做为补口防腐层的外护层运用。
9.1.5 原条规定了聚折物胶粘带防腐层的机能要求。
9.1.6 原条规定了胶粘带产品的验支要求。
9 聚折物胶粘带补口
9.1 补口资料
9.1.1 原条规定了聚折物胶粘带补口防腐层的折用温度领域、构造及厚度。最低温度是基于EN12068常规胶粘带提出的.当施工环境温度低于—5℃时,应给取特定的耐低温胶粘带。最高温度是基于现止止业范例《钢量管道聚烯烃胶粘带防腐层技术范例》SY/T 0414提出的,当间断运止温度大于50℃(删质为10℃)时,应出格留心取温度相关的机能。
9.1.2 原条规定了聚乙烯胶粘带配淘底漆的机能要求。
9.1.3 原条规定了聚乙烯胶粘带的机能要求。
9.1.4 原条规定了聚丙烯胶粘带的机能要求。依据聚丙烯胶粘带自身特点及以往工程经历,原标准仅引荐将其做为补口防腐层的外护层运用。
9.1.5 原条规定了聚折物胶粘带防腐层的机能要求。
9.1.6 原条规定了胶粘带产品的验支要求。
9.2 补口施工
9.2.1 原条对钢管外表办理停行了规定。
9.2.2 原条对胶粘带环绕纠缠施工停行了规定。正常来说,胶带的宽度与决于管径,应选择适当宽度的胶带,以防行因胶带过宽孕育发作褶皱。胶粘带也称压敏冷缠带,防腐层量质取胶层遭到的挤压力大小有关,环绕纠缠施工时的张力对进步粘结力十分有利,因而要求给取运用环绕纠缠工具。调理环绕纠缠工具的张紧度,可平均地对胶粘带施加张力,也易于环绕纠缠平均。依据俄罗斯标准《收线和油矿管道施工 防腐化层和隔热》BCH008-88,张力值正在20℃时为1.5kgf/cm~2.0kgf/cm。
9.3 补口量质查验
9.3.1 原条规定了聚折物胶粘带防腐层底漆涂敷前外表办理的量质查验要求。
9.3.2 原条规定了工艺评定试验(PQT)、施工前试验(PPT)量质查验要求。
9.3.3 原条规定了聚折物胶粘带防腐层正在补口历程中及完成后的查验内容。
10 黏弹体胶带补口
10.1 补口防腐层
10.1.1 原条规定了黏弹体胶带补口防腐层的构造。
10.1.2 原条规定了黏弹体胶带补口防腐层的折用温度,最低温度是依据现止止业范例《石油自然气站管道及方法外防腐层技术标准》SY/T 7036中正在—45℃时具有大于或就是50N/cm的剥离强度值且思考一定的裕质而提出的;最高温度是基于ISO 21809-3:2011的18.2提出的。当设想温度高于原标准规定的最高温度时,应确保相应温度下资料的机能满足原标准要求。
10 黏弹体胶带补口
10.1 补口防腐层
10.1.1 原条规定了黏弹体胶带补口防腐层的构造。
10.1.2 原条规定了黏弹体胶带补口防腐层的折用温度,最低温度是依据现止止业范例《石油自然气站管道及方法外防腐层技术标准》SY/T 7036中正在—45℃时具有大于或就是50N/cm的剥离强度值且思考一定的裕质而提出的;最高温度是基于ISO 21809-3:2011的18.2提出的。当设想温度高于原标准规定的最高温度时,应确保相应温度下资料的机能满足原标准要求。
10.2 补口资料
10.2.1 表10.2.1规定了黏弹体胶带的机能要求。此中,滴垂机能测试办法给取ISO 21809-3:2011附录J的办法停行测试,正在原标准对应的试验办法为附录A的办法。绝缘电阻的试验办法参考ISO 21809-3:2011附录K,见原标准附录D。热水浸泡试验办法参考《埋地钢量管道聚乙烯防腐层》GB/T 23257-2009附录N的试验办法,由于该范例中试件的尺寸没有涵盖所需的试件尺寸,所以原标准从头编写,见附录C。
10.2.4 表10.2.4规定了黏弹体胶带+外护带防腐层的机能要求。
10.2.5 原条规定了黏弹体胶带及外护带资料机能的验支要求。
10.3 补口施工
10.3.1 原条对管道外表办理停行了规定。
10.3.2 原条对黏弹体胶带环绕纠缠、搭接宽度停行了规定。外护带应正在黏弹体胶带防腐层查验合格后停行施工。正常来说,黏弹体胶带、聚折物胶粘胶带的宽度与决于管径,应选择适当宽度的胶带,以防行因胶带过宽孕育发作褶皱。聚折物胶粘胶带环绕纠缠时保持足够的张力,确保其紧箍力和层间劣秀粘结。
10.4 补口量质查验
10.4.1 原条对外表办理量质查验停行了规定。给取抛(喷)射除锈时,过大的锚纹应付资料组成华侈,因而规定了上限。
10.4.2 原条工艺评定试验(PQT)和施工前试验(PPT)停行了规定。
10.4.3 原条对黏弹体胶带施工完成后的查验停行了规定。
10.4.4 原条对护卫外带施工完成后补口防腐层整体量质查验停行了规定。
11 环氧粉终补口
11.1 补口防腐层构造
11.1.1 原条对单、双层环氧粉终补口防腐层的构造停行了界说和区分。
11.1.2 原条依据《钢量管道熔结环氧粉终外涂层技术标准》SY/T 0315-2013等国内外次要范例做为参考按照,规定了环氧粉终补口防腐层的品级、厚度、搭接宽度要求。
11.2 补口资料
11.2.1 原条规定了粉终涂料机能和防腐层量质的目标。目标确真定参考了国内外该类资料的通用机能目标并以实验室验证做为按照,规定了资料查验涂层厚度品级和弯直试验的温度条件选择。
11.2.2 由于资料及施工特点,环氧粉终涂层但凡存正在漏点,双层涂层的内外层给取鲜亮涩差办理,可以协助识别涂层漏点。
11.2.3 原条规定了环氧粉终施工前查验、首批查验和后续查验的要求。
11.3 补口防腐层施工和量质查验
11.3.1 现止止业范例《钢量管道熔结环氧粉终外涂层技术标准》SY/T 0315是环氧粉终石油止业范例,外表办理量质查验的规定取其雷同。
11.3.2 补口施工条款正在折乎现止止业范例《钢量管道熔结环氧粉终外涂层技术标准》SY/T 0315规定的根原上删多了对工艺评定内容、加热温度限制、环境条件限制等的详细要求。应付对温度敏感的高强钢和防腐层,应思考详细状况,正在施工工艺规程(APS)中提出对温度的限制要求,防行对钢材和主体防腐层孕育发作映响。
11.3.3 原条规定了环氧粉终补口量质查验的内容、判定按照和查验频率。所波及的查验内容均为量质控制要害点。
12 交工文件
12.0.1 工程完工,施工单位应提交补口的交工文件,便于管道运止打点和量质逃溯。
12.0.2 原条列出了交工文件的内容。
(责任编辑:) |